
 加入收藏
加入收藏 首页
首页
热轧环件
浏览:次|评论:0条 [收藏] [评论]
中华人民共和国黑色冶金行业标准
热轧环件
YB 4068—91
1 主题内容与适用范围
本标准规定了齿圈、轴承圈、磨环及法兰用低合金结构钢、优质碳素结构钢、合金结构钢热轧环件的尺寸、外形、重量及允许偏差、技术要求,试验方法,检验规则、标志和质量证明书等。
本标准适用于制造齿圈、轴承圈、磨环及压力容器平焊法兰、高颈法兰、浮头钩圈法兰和高颈搪瓷法兰等用低合金结构钢、优质碳素结构钢、合金结构钢热轧环件。
2 引用标准
GB 222钢的化学分析用试样取样法及成品化学成分允许偏差
GB 223钢铁及合金化学分析方法
GB 226钢的低倍组织及缺陷酸蚀试验法
GB 228金属拉伸试验法
GB 229金属夏比(U型缺口)冲击试验方法
GB 231金属布氏硬度试验方法
GB 699优质碳素结构钢技术条件
GB 1591低合金结构钢
GB 3077合金结构钢技术条件
GB 6394金属平均晶粒度测定方法
GB 6397金属拉伸试验试样
GB 8602铁路用粗制轮箍
GB 10561 钢中非金属夹杂显微评定方法
3 尺寸、外形、重量及允许偏差
3.1截面尺寸及允许偏差
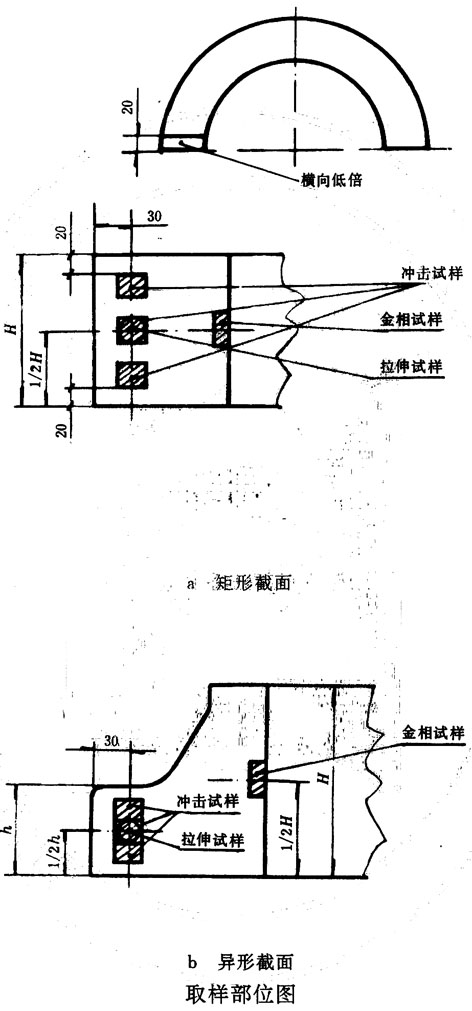
3.1.1 环件截面形状分为矩形和异形两种。异型截面的形状由供需双方协商。
3.1.2环件尺寸范围
外径600~2 000 mm 高度70~220 mm
内径≥500 mm 壁厚50~160 mm
环件具体尺寸应在合同中注明。
3.1.3环件尺寸允许偏差应符合表1规定。
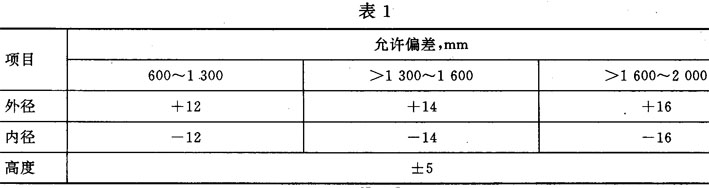
3.2外形
3.2.1 环件的椭圆度应保证内径单面有3 mm机加工余量,外径单面有2 mm机加工余量。
3.2.2环件的不平度不得大于4 mm。
4 重量
环件按理论重量交货,钢的密度按7.85 g/cm3计算。组合轧制的环件按合格环件数量计算。
5 技术要求
5.1牌号及化学成分
5.1.1钢的牌号及化学成分(熔炼分析)应符合表2规定。

5.1.2钢中残余Cr、Ni、Cu含量应符合GB 1591、GB 699、GB 3077相应标准规定。
5.1.3环件的化学成分允许偏差应符合GB 222的规定。
5.2冶炼方法
环件采用平炉、电炉或者转炉冶炼的镇静钢制造,除非需方有特殊要求,并在合同中注明,冶炼方法般由供方自行决定。
5.3交货状态
环件以热处理(正火、调质)状态交货。
5.4力学性能
优质碳素结构钢环件交货状态的力学性能应符合表3的规定。
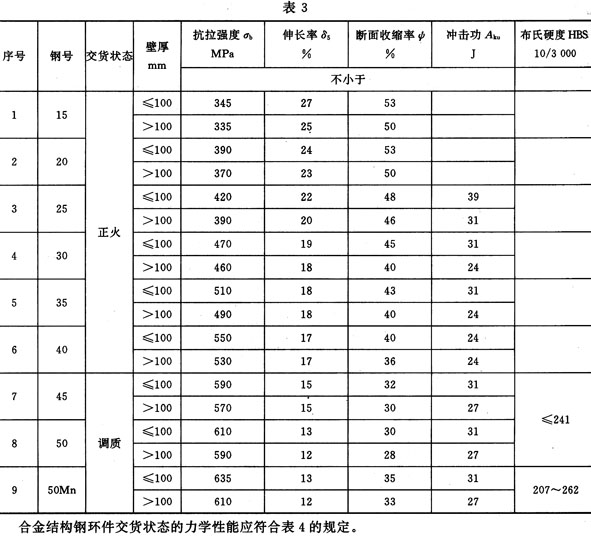

冲击功为3个试样的算术平均值,允许其中1个试样低于规定值,但不得低于规定值的70%。
5.5低倍
环件的酸浸低倍组织不得有缩孔、裂纹、翻皮、皮下气泡、白点和异金属夹杂。非金属夹杂、偏折和一般疏松各不得大于3级。
5.6特殊要求
根据需方要求,可检验钢的非金属夹杂物和晶粒度,其合格级别由供需双方协商。
5.7表面质量
环件表面缺陷的深度不得大于加工余量的70%。
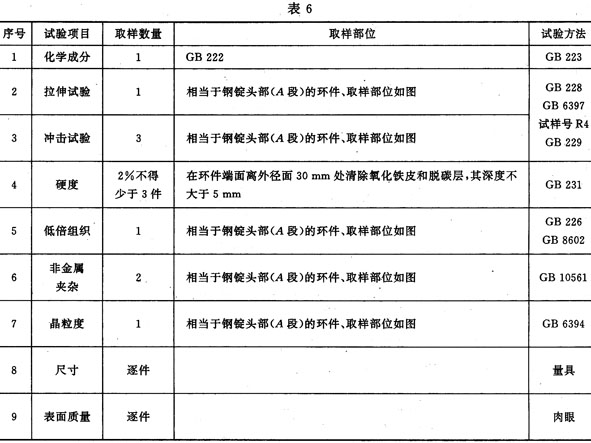
6 试验方法
6.1.每批环件检验项目的取样部位及试验方法按图中的a、b和表6的规定执行。
7 检验规则
7.1检查和验收
环件的检查和验收由供方技术监督部门进行。
7.2组批规则
环件应按批进行验收。每批由同一牌号、同一炉罐号、同一热处理制度的环件组成。用公称容量不大于10 t电炉冶炼的钢生产的环件,其检验规则,在保证质量的情况下,由供需双方协商,并在合同中注明。
7.3复验
当某项检验结果不合格时,可取双倍试样作该项复验(白点不许复验),复验结果必须全部合格方可交货。当A段检验不合格时,将A段报废,可在其他段重新取样检验,提交验收。
7.4供方若能保证成品环件合格时,对同一炉罐号或同一批钢锭配切的环件,其各种检验结果允许以大代小,以坯代材。
8 标志和质量证明书
8.1 环件端面应作炉号和产品代号的标志。
8.2每批交货的环件应附有质量证明书,质量证明书应符合GB 2101的规定。
附加说明:
本标准由冶金工业部情报标准研究总所提出。
本标准由冶金工业部情报标准研究总所归口。
本标准由马鞍山钢铁公司负责起草。
本标准主要起草人于冶学、洪仁干、肖敏绮、吴瑜华。
- 上一篇:护栏波形梁用冷弯型钢 下一篇:焊接H型钢
- [腾讯]
- 关键字:无





