
 加入收藏
加入收藏 首页
首页
标准件用碳素钢热轧圆钢
浏览:次|评论:0条 [收藏] [评论]
中华人民共和国国家标准
标准件用碳素钢热轧圆钢
GB 7 1 5—8 9
代替GB 715—65
1 主题内容与适用范围
本标准规定了螺钉、螺母、螺栓和铆钉用碳素钢热轧圆钢的尺寸、外形、重量及允许偏差、技术要求、试验方法、检验规则、包装、标志及质量证明书等。
本标准适用于制造冷顶锻或热顶锻螺钉、螺母、螺栓和铆钉用碳素钢热轧圆钢。
2 引用标准
GB 222钢的化学分析用试样取样法及成品化学成分允许偏差
GB 223钢铁及合金化学成分分析方法
GB 228金属拉伸试验方法
GB 233金属顶锻试验方法
GB 237金属锻平试验方法
GB 21 01型钢验收、包装、标志及质量证明书的一般规定
GB 2975钢材力学及工艺性能试验取样规定
GB 6397金属拉伸试验试样
3尺寸、外形、重量及允许偏差
3.1尺寸、重量及允许偏差
3.1.1 圆钢的直径、截面面积、理论重量应符合表1规定。

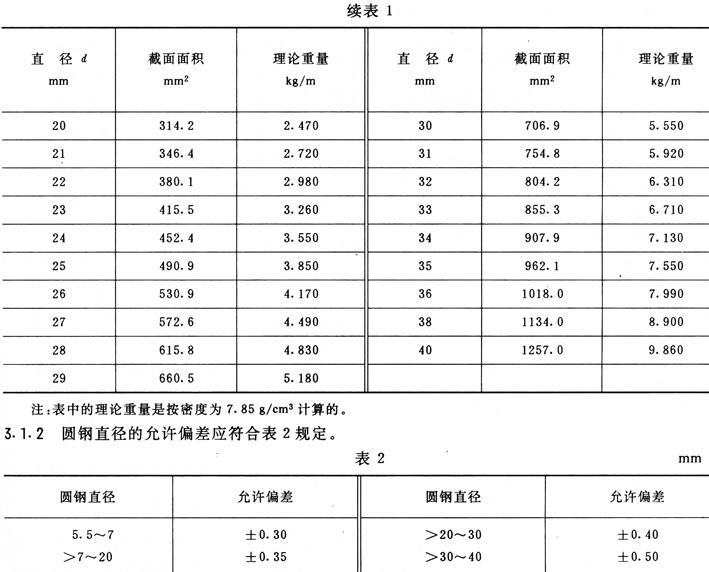
3.1.2 圆钢直径的允许偏差应符合表2规定。
3.1.3圆钢的不圆度不得大于直径公差的0.5倍。
3.2长度
3.2.1 圆钢通常长度为4~9 m。
3.2.2 圆钢定尺长度应在通常长度范围内并在合同中注明,长度允许偏差为 600mm。
3.2.3根据需方要求,经供需双方协议,直径小于18 mm的圆钢也可以成盘交货。最小盘重不小于100 kg。
3.3外形
3.3.1 直条圆钢每米弯曲度不大于4 mm,总弯曲度不大于圆钢长度的0.4%。
3.3.2用剪切机剪切的圆钢距端头1 50 mm内允许有局部变形。圆钢两端的切斜度不得大于该圆钢公称直径的30%。
3.4重量
圆钢按实际重量交货。经供需双方协议,合同中注明亦可按理论重量交货。
3.5标记示例
用BL2钢轧制的ф25 mm标准件用碳素钢热轧圆钢的标记为:
4技术要求
4.1牌号和化学成分
4.1.1 圆钢的牌号及化学成分(熔炼分析)应符合表3规定。

4.1.2钢中残余铜含量应不大于0.25%,如供方能保证,可不作分析。
4.2 冶炼方法
钢采用氧气转炉或平炉冶炼。
4.3 交货状态
圆钢热轧后不得喷水,不进行余热淬火处理,以热轧状态交货。
4.4力学性能和工艺性能
4.4.1 圆钢力学性能应符合表4的规定。屈服点、抗拉强度试验结果不做交货依据,但须在质量证明书中注明。

4.4.2标准件用碳素钢热轧圆钢应做冷顶锻试验,如需方提出也可作热顶锻试验,其要求应符合表4的规定。
4.4.5根据需方要求,并在合同中注明,制造铆钉用碳素钢热轧圆钢还应按表4规定进行冷状态或热状态下铆钉头锻平试验。
4.4.4顶锻或锻平后的试样上不得有裂口和裂缝,但因钢材表面有凹面和划痕经顶锻或锻平后被扩大而形成的平缓凹痕,可不做为顶锻或锻平试验缺陷。
4.5 表面质量
4.5.1 圆钢表面上不得有裂纹、折叠、结疤、夹杂,端头不得有分层和缩孔痕迹。上述缺陷应予清除。清除深度不应大于直径公差之半,清除宽度不得小于清除深度的5倍。
4.5.2 圆钢表面上允许有深度不超过直径公差之半的个别划痕、压痕、麻点。
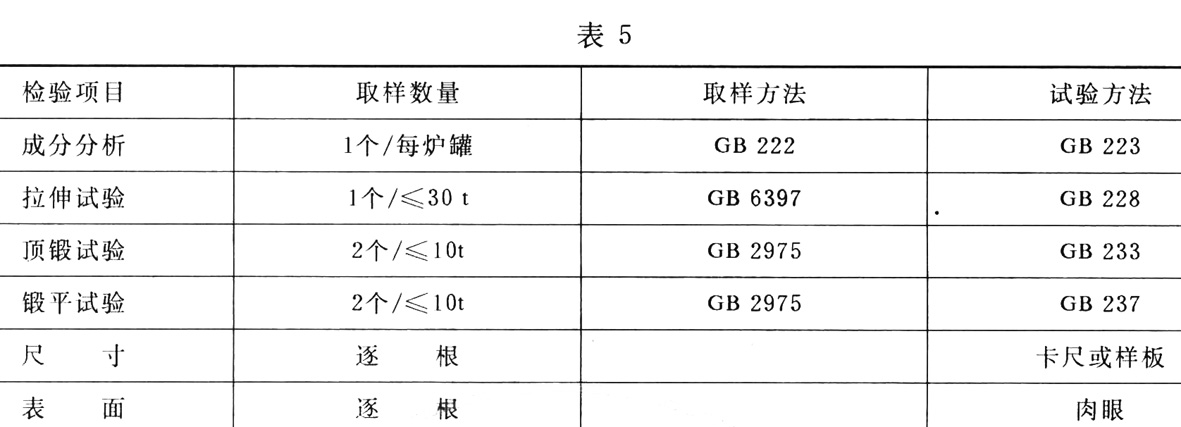
5试验方法
圆钢各项检验的取样方法、试验方法应符合表5规定。
6检验规则
6.1检查和验收
圆钢的检查与验收由供方技术监督部门进行。
6.2组批规则
圆钢应成批检查和验收,每批由同一炉罐号、同一直径的圆钢组成。
6.5取样数量
圆钢质量检验取佯数量应符合表5规定。
6.4复验与判定规则
圆钢复验与削定规则应符合GB 21 01的有关规定。
7包装、标志及质量证明书
7.1 圆钢的包装要求应符合GB 21 01第2类规定。
7.2 圆钢的标志及质量证明书应符合GB 21 0l的规定。
附加说明:
本标准由冶金工业部情报标准研究总所提出。
本标准由鞍山钢铁公可、冶金工业部情报标准研究总所起草。
本标准主要起草人涂华生、赫正安、史永毅。
中华人民共和国冶金工业部1 9 8 9一0 2—0 2批准 1 9 9 0一0 1—0 1实施
- 上一篇:不 锈 钢 棒 下一篇:热 轧 槽 钢 尺寸、外形、重量及允许偏差
- [腾讯]
- 关键字:无





