
 加入收藏
加入收藏 首页
首页
薄 板 坯
浏览:次|评论:0条 [收藏] [评论]
中华人民共和国行业标准
薄 板 坯
1 主题内容与适用范围
本标准规定了碳素钢、低合金钢、优质碳素钢和硅钢薄板坯的尺寸、外形、重量、技术要求、试验方法、检验规则、包装、标志和质量证明书等。
本标准适用于生产薄板用的碳素钢、低合金钢、优质碳素钢和硅钢板坯。
2引用标准
GB 222钢的化学分析用试样取样法及成品化学成分允许偏差
GB 223钢铁及合金化学分析方法
GB 699优质碳素结构钢技术条件
GB 700碳素结构钢
GB 1591低合金结构钢
GB
GB 5212 电工用热轧硅钢薄钢板
3尺寸、外形及重量
3.1尺寸
3.1.1截面尺寸及允许偏差
3.1.1.1 薄板坯的截面尺寸及允许偏差应符合表l的规定。
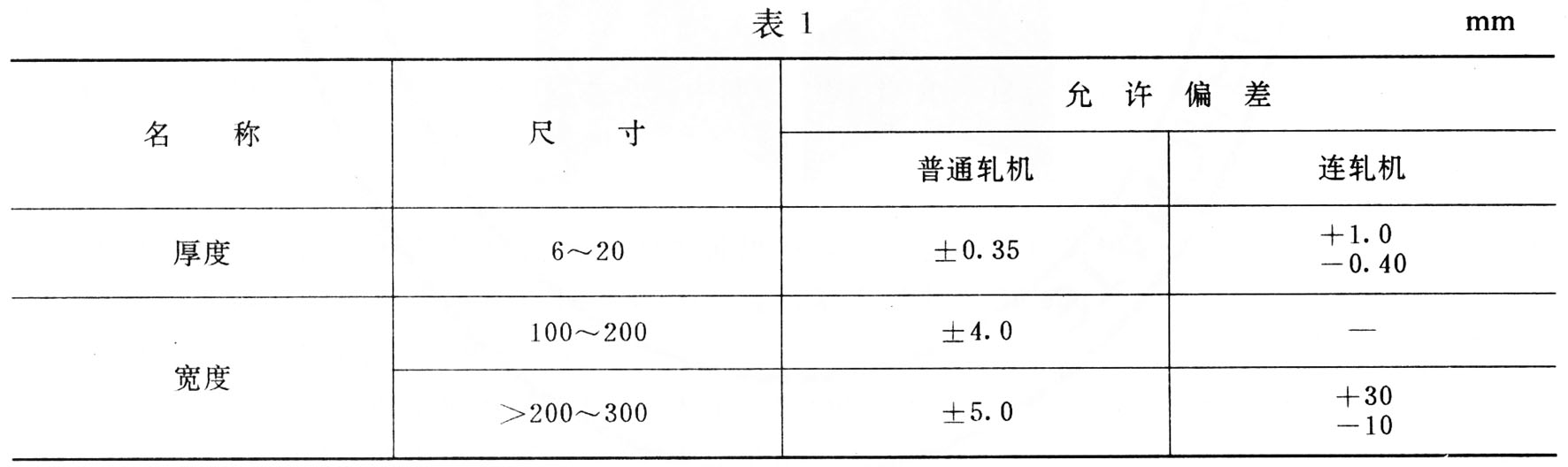
3.1.1.2经供需双方协议,普通轧机轧制的薄板坯尺寸允许偏差可在公差带范围内调整。
3.1.2长度及允许偏差.
3.1.2.1 交货长度
薄板坯以定尺或倍尺长度交货,其长度由供需双方协议,并在合同中注明。
3.1.2.2长度允许偏差
薄板坯的长度允许偏差为:
长度≤
>
3.2外形
3.2.1普通轧机轧制的薄板坯镰刀弯每米不得大于
连轧机轧制的薄板坯镰刀弯每米不得大于
3.2.2薄板坯的剪切斜度不得超过
3.5交货重量
薄板坯以实际重量交货。
3.4标记示例
用10号钢轧成的10×200×6
![]()
4技术要求
4.1牌号及化学成分
4.1.1钢的牌号及化学成分(熔炼分析)应符合GB 699,GB 700,GB 1591和GB 5212的相应规定。
4.1.2薄板坯成品化学成分允许偏差应符合GB 222的规定。
4.2冶炼方法
钢由氧气转炉、平炉或电炉冶炼,除非需方有特殊要求,并在合同中注明,冶炼方法一般由供方自行决定。
4.5交货状态
薄板坯以热轧状态交货。
4.4表面质量
4.4.1 薄板坯表面不得有肉眼可见的裂缝、折叠、结疤、气泡、夹杂、压入的氧化铁皮及端面不得有分层。允许有局部的麻点、凸起和凹痕等缺陷,但深度或高度(指同一截面内缺陷深度或高度之和)不得超过薄板坯公称厚度的8%;侧面上的拉裂深度不得超过7 ITIITI,且侧面上两相对边的缺陷深度之和不得大于9 H'llTI。
4.4.2表面缺陷超过规定范围时,应用风铲或砂轮清除,清除深度从实际尺寸算起,在上下表面上不得大于薄板坯公称厚度的20%,在侧面上不得大于20 ITlm,清除宽度不得小于清除深度的5倍。
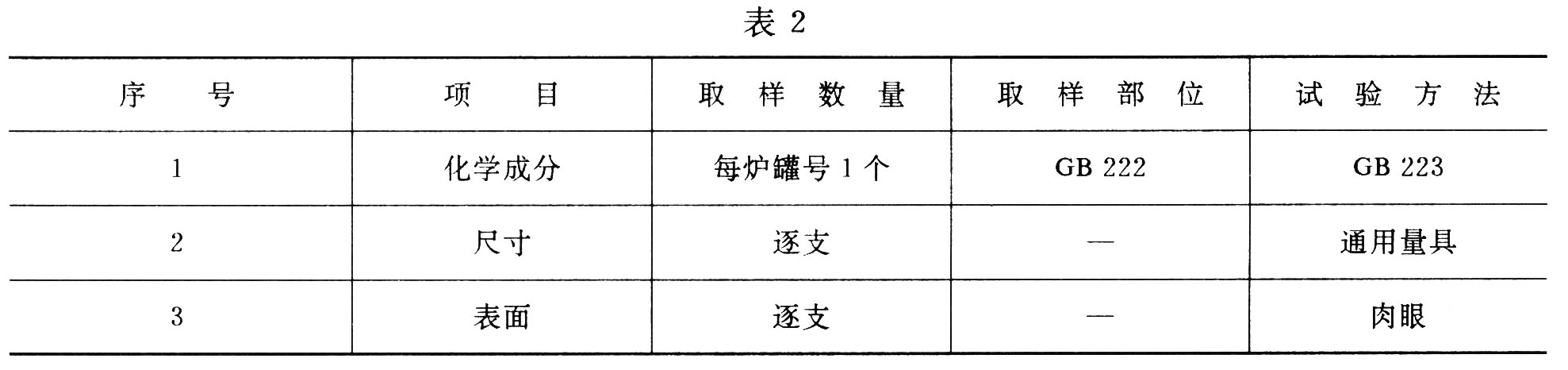
5试验方法
薄板坯的试验方法应符合表2规定。
6检验规则
6.1检查和验收
薄板坯的检查和验收由供方技术质量监督部门进行。
6.2组批规则
薄板坯的组批规则应符合相应标准的规定。
6.5厚度测量
薄板坯的厚度应在端部同一截面上测量三点,一点在中间,其余两点在距两边约
7包装、标志和质量证明书
薄板坯应捆扎包装或按供需双方协议,其标志和质量证明书应符合GB 2101的规定。
附加说明:
本标准由冶金工业部情报标准研究总所提出。
本标准由冶金工业部情报标准研究总所归口。
本标准由冶金工业部情报标准研究总所、鞍山钢铁公司负责起草。
本标准主要起草人于凯、高兴山。
中华人民共和国冶金工业部1 9 9 1—0 5—0 4批准 1 9 9 2—0 1-0 1实施
- 上一篇:初轧坯和钢坯技术条件 下一篇:热轧钢坯尺寸、外形、重量及允许偏差
- [腾讯]
- 关键字:无





