
 加入收藏
加入收藏 首页
首页
球团竖炉配加管氧的工业性试验研究
来源:赵玉潮 |浏览:次|评论:0条 [收藏] [评论]
生球焙烧时,气体介质的特性将严重影响生球的氧化、脱硫和固结。通常,气体介质的特性可按燃烧产物的含氧量确定。有关氧化反应机理,人们已经做了大量的研究工作,但至今仍未得到透彻的阐明。根据已有的认识,一般认同文献[1]中提到的球团氧化未反应核收缩模型,它符合化学反应的吸附一扩散学说,该模型认为Fe3O4的氧化反应过程分为两个连续的阶段进行。首先是大气中的氧被吸附在磁铁矿颗粒表面,形成γ一Fe2O3薄层,随着焙烧温度的进一步升高,离子活动能力增大,在γ一Fe2O3薄层外围形成稳定的α—Fe2O3薄层。从球团氧化的实质看,当温度进一步升高时,Fe2+向γ一Fe2O3层扩散,当扩散至γ一Fe2O3与α—Fe2O3的界面处时与吸附的氧作用形成Fe3+,Fe3+抖则向里扩散。与此同时,O2ˉ以不断失去电子成为原子,又不断与电子结合成为O2ˉ的交换方式向内扩散到晶格的结点上,最终使Fe3O4全部成为α—Fe2O3[1]。
一般认为,气氛中的氧分压对球团性质的影响较为明显,随着气氛中样浓度增高,球团气孔率有增大的倾向[2]。根据文献[1]可知,等温条件下Fe3O4完全氧化所需要的时间τ。
由上可知,气体中氧含量越高,氧分压、氧分子的扩散吸附和氧化反应速率K也越高,同样完全氧化所需时间τ也就越小。因此,要提高竖炉球团生产能力和球团矿质量,提高燃烧气体的含氧量是有效途径之一。济钢球团进行了助燃风配加管道氧气以提高炉内含氧量的探索。
1 试验准备
1.1 管道的敷设与安装
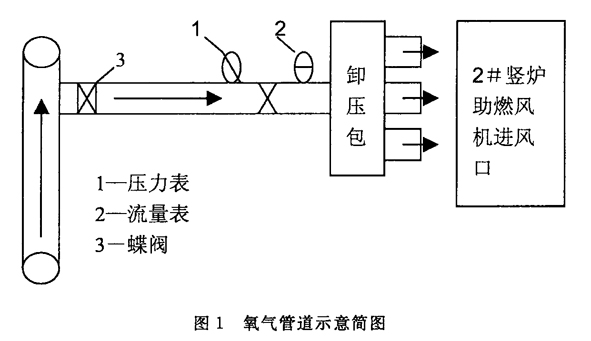
用DNl00mm不锈钢管从炼铁氧气管道接出,引至球团厂风机房2#竖炉助燃风机进风口,经过卸压包卸压后与空气一起被抽进助燃风管道系统。在管道接人和出口端设置蝶阀,安装压力表和流量表,安装完毕后,按照规范要求对整个管道进行脱脂和吹扫。氧气管道示意简图见图1。
2试验安排及调整情况
2.2试验安排及气氛测试仪器
基准期:8月20~9月5日
试验期:9月6~28日
在基准期每天检测两次助燃风流量、燃烧废气含氧量和产量、质量情况;试验期间跟踪检测助燃风、燃烧废气的含氧量及其管氧压力波动情况,对试验数据的跟踪记录和整理分析,炉况参数和产量、烧成质量的记录与分析。采用全自动气氛测量仪测试气体含氧量及其它成分。
因氧气流量表安装后不能使用,新购氧气流量表到23日才投人使用。在此期间,根据助燃风和燃烧室废气含氧量的检测结果及管氧压力来调整供氧量。
3试验数据及分析
3.1配加量的变化及对炉内氧化气氛的影响
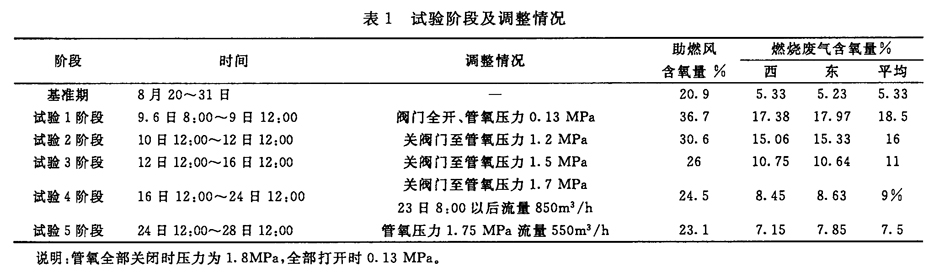
由试验数据表1和图2可以明显看出,随着阀门开启度的减小,管氧出口压力上升,流量相应减少;燃烧废气的含氧量与助燃风的含氧量呈明显的线性正相关。在试验1阶段管氧阀门全部开启时,出口压力最小、流量最大,助燃风和燃烧废气含氧量高达36.7%和18.5 %,分别是大气含氧量(20.9%)和基准期废气含氧量(5.33%)的1.76和3.4倍。2阶段把阀门关至压力1.2MPa,助燃风和燃烧室废气含氧量仍分别高达30.6%和16%左右,远远超过理论界定的强氧化气氛(>8%)的标准,形成超强氧化性气氛;当逐步把阀门关至压力1.75 MPa时,氧气流量550m3/h,废气的含氧量为7.85%,接近强氧化气氛8%的标准,助燃风和燃烧废气的含氧量仍分别都比基准期高出2.5个百分点。

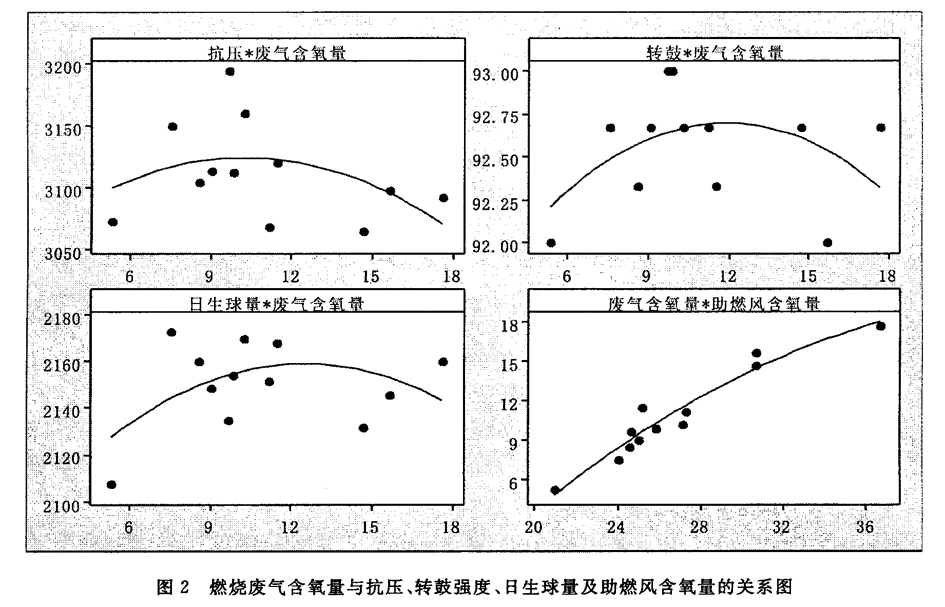
从图2可以看出,燃烧废气和助燃风的含氧量分别在7.5~12%和24~28%比较合适,能够满足竖炉球团产量的要求。
3.2对竖炉热工参数的影响
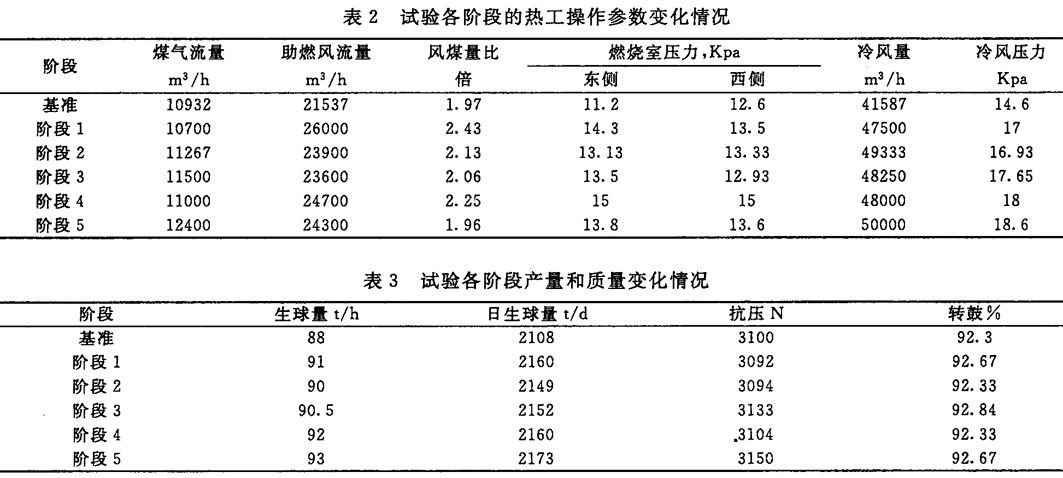
由表2可以看出:配加管氧后,助燃风量明显上升,助燃风量由基准期的21000m3/h增加到24000~26000m3/h;煤气量由原来的10500m3/h提高到12000m3/h;冷却风量大幅度上升,由原来的42000m3/h提高到49000m3/h;试验期间煤气热值波动对废气含氧量有一定影响。
由于风量、煤气量的增加,炉内的动能、热能严重不足的问题得到了解决,炉内气氛更为活跃、气流的分布相对更加均匀。
3.3对球团矿产量的影响
配加管氧后,炉内氧化气氛增强、氧势增加,氧元素向球团内部的渗透(扩散)速度加快,炉内的氧化反应速度同步加快,为2#竖炉增加产量提供了必备条件;同时,由于2#炉用煤气加压机提高了压力,在煤气热值较低的情况下,保证了2#炉煤气量充足的供应,为生产提供充足的热量。目前,2#竖炉日生球人炉量高达2150t左右,比配加管氧前高出50t/d。根据图2和公式3可以计算出,当燃烧废气含氧量为12.52时,日生球量可达2159t。
3.4对成品球质量的影响
由表3和图2可知,在配加管氧试验期间,尽管2#竖炉产量比基准期有大幅度的提高,但成品球团矿的质量、强度比以前仍有一定程度的提高。其中转鼓强度和抗压强度分别比基准期高0.6个百分点和40N/个球。从现场成品矿也可明显看出,烧成质量比以前有明显改善,烧成颜色一致,烧成均匀,“夹生”、烧不透和同心裂纹大幅度减少,证明配氧后氧化反应和晶格转化比较完全、彻底。根据图2和公式3可以计算出,当燃烧废气含氧量分别为10.26%和11.88%时,球团矿抗压和转鼓强度分别达到最佳水平。
4经济效益分析
4.1增加的效益:
(1)按市场价计算:按每天生球投入量增加50t折合成品球41t,吨矿利润按目前进厂巴西球(1500元/t)、矿粉(880元/t)、粘结剂(280元/t)消耗量为30Kg、加工费91.22元/t进行计算,为公司创造的价值为(1500—880×0.97—280×0.03—91.22)×41=22418元/d;球团矿强度和冶金性能的提高在高炉节焦增产、改善炉况等方面创造的效益也是相当可观的。而且,随着市场资源的短缺,其在今后创造的效益将更大。
(2)按内部计划价计算:以内部t矿利润80元计,则在球团厂内部每天创造的价值为80×4l=3280元/d。
4.2消耗氧气增加成本
由上述分析可知,燃烧废气最合适的含氧量为12%,对应的氧气消耗是2000m3/h。按市场氧气价格0.8元/m。计算,每天共消耗氧气48000m3,计38400元/天;如果按强氧化气氛的标准(>8%)氧气550 m3/h进行计算,每天共消耗氧气13200m3,计10560元/天。
具体效益比较,见表4。

由表4可以看出,按市场价格计算,废气含氧量8%时能获得巨大的效益,当达到12%时;如果按内部计划价格计算,在球团内部没有任何效益。
5 结论
通过管氧试验的跟踪检测、观察和分析,可以得出如下结论:
1)配加管氧试验后,热工参数发生很大变化,尤其是风和煤气等动力和热能的供应都大幅度增加,使炉内的气氛更加活跃,气流的穿透能力和均匀分布都得到改善;
2)球团矿产量和烧成质量比基准期均有显著提高;
3)废气含氧量8~12%时是比较适合球团生产的强氧化气氛,但是含氧量过高则会导致成本增加过多,产生负效益;当供氧量550m3/h、废气含氧量8%时经济性最好,产生的效益最高,但是如果按内部价格计算也反而会导致负效益。
- 上一篇:微机综合保护装置在球团厂造球盘电动机上的应用 下一篇:布料车发展回顾
- [腾讯]
- 关键字:无





