
 加入收藏
加入收藏 首页
首页
攀成钢10 m2竖炉炉型结构的创新改造
来源:熊泽明 古兴明 陈少军 秦 舜 |浏览:次|评论:0条 [收藏] [评论]
摘 要:本文主要介绍了为增加竖炉球团矿产量,并保证球团矿质量的情况下,在原来杭钢成熟竖炉炉型的基础上,加大导风墙出风口面积,从而增加竖炉烘干床生球的干燥量,提高球团矿产量。导风墙出风口面积改变后,显著改变了炉内冷却风和热废气的分配,因此必须对竖炉的冷却系统、小水梁等设备进行适应性改造,对竖炉操作、各项热工参数进行适应性摸索。
关键词:竖炉产量 导风墙风口面积 创新改造
1 前 言
攀成钢10 m2竖炉于2001年6月份建成投产。投产以来,竖炉各项技术经济指标、球团矿产质量均能达到设计要求,特别是产量和利用系数较大地超过了设计能力,球团矿产量达到了45~50万t/a,最高超出了设计能力40万t/a的25%。
球团矿是合理高炉炉料结构的需求。氧化球团矿具有铁品位高、有害元素少、粒度组成均匀、冷强度高、渣量低等优点,是其它人炉矿石无法比拟的,而且球团矿与高碱度烧结矿搭配使用,形成了理想的高炉炉料结构,对高炉冶炼是十分有利的,行业中称之为高炉冶炼的“顺气丸”。攀成钢10 m2竖炉承担着向四座300 m3高炉供应球团矿的任务,球团矿占入炉矿石的25%左右,四座高炉年产铁水160万t左右。
2004年后,随着铁矿资源的日趋紧张.进口矿价格居高不下,国内普通矿价格随之上涨,因此为降低采购和生产成本.公司大幅度调整了原料结构,开始大量使用攀西地区资源丰富,价格相对较低的钒钛精矿,大量减少对进口粉的使用。在烧结中配加20%左右的钒钛精矿,并用钒钛精矿取代普通精矿生产钒钛球团矿,造成烧结矿、球团矿产量和入炉矿石品位大幅度下降。其中为了确保人炉品位,又在烧结大量配加品位相对较高的普通精矿,进一步造成烧结料层透气性严重恶化;而竖炉全部使用钒钛精矿后,由于钒钛精矿粒度粗、亲水性差,给竖炉造球、焙烧等关键环节操作带来很多困难,造成球团矿产量下降,年产量下降到46万t左右。特别是2005年、2006年原料条件的持续恶化,给烧结和竖炉的产量造成了严重影响,高炉熟料供应严重不足,到2006年3月份,3#高炉扩容改造投产后,熟料比更是下降到近年来少有的85%。
攀成钢炼铁厂针对以上情况在烧结系统采取措施强化烧结、提高烧结矿产量的同时,为优化入炉炉料结构,提高熟料比,确保高炉高产、顺产,在竖炉系统也采取措施提高球团矿产量。由于受竖炉炉型结构及工艺装备的限制.竖炉增产措施有限,除了精心操作、精心管理外,要想大幅度提高球团矿产量,必须对原有竖炉炉型结构进行创新改造,才能有较大幅度的增产。
2 可行性分析
由于攀成钢10 m2竖炉采用的是杭钢成熟的炉型结构,即带有导风墙和烘干床的矩形竖炉,其工艺流程主要包括:配料、烘干混匀、润磨(旁路)、造球、筛分、竖炉、带冷机等。其中制约竖炉产量的有两大关键环节,一是造球,生球量的多少和生球的质量较大的影响着球团矿的产量;二是烘干焙烧,在单位时间内生球干燥速度快,干燥量大,控制最佳的焙烧温度和速度使成品球团矿质量不变,而产量达到最高。两者缺一不可。要实施竖炉炉型结构的改造,提高球团矿产量,首先就要提高生球的产量和质量。
2.1提高生球的产量和质量
攀成钢10m2竖炉造球系统设有两台圆盘造球机,直径为6000 mm、边高650mm,生球产量最高每小时可达90 t左右。生产钒钛球团后,由于钒钛精矿亲水性差,其颗粒粗大、边缘光滑,很不利于造球。为保证生球质量,降低了上料量,每小时生球产量下降到了75 t左右。其中2003年开始使用高效膨润土,使膨润土消耗大幅度下降,并且造球效果明显提高。历年来生球的质量指标见表l。

提高生球的产量和质量关键在于造球岗位,由于原料条件及粘结剂对生球产量和质量影响较大,因此一是要努力改善原料条件;二是要提高粘结剂性能;三是要加强操作工责任心和提高操作工技术水平。对于原料条件和粘结剂基本比较稳定.攀成钢竖炉使用的原料以集团公司所供钒钛精矿为主,其质量较为稳定,特别是2006年以来由于选矿工艺的改进,钒钛精矿粒度有较大改善,-200目从以前的45%左右提高到51%左右,最高可达56%。另一方面还努力提高润磨机的利用率及其对精矿的加工磨细效果,增加钒钛精矿比表面积,这些因素都较大的改善了钒钛精矿的成球性能;粘结剂使用的是盐亭高效膨润土,其消耗和生球指标在全国同行同机型中均排在前列(见表1),因此只要加强造球工责任心,提高操作工技术素质和操作水平,就能够保证生球的产量和质量。
必要时,可进行技改,直接增加一台同型号的造球盘。
2.2增加烘干床热量和风量
攀成钢10 m0竖炉由于受炉型结构和工艺装备条件的制约,生球在烘干床上的干燥速度及干燥量基本一定,因此要想通过操作大幅度提高产量是不可能的,必须对炉型结构进行创新改造。根据现阶段竖炉的具体情况,改造可从两个方面人手:一是增加烘干床面积,以增加生球干燥量,从而提高球团矿产量;但若只增加烘干床面积,不增加烘干床上的热量或风量,仍然不能达到增加生球干燥量的效果,所以另一方面是要增大烘干床上的干燥风量和热量,提高生球的干燥速度和干燥量,从而提高球团矿的产量。
因此,综合以上两方面的因素,只要生球产质量能满足要求,通过对竖炉结构的改造,增加烘干床上的热量和风量,提高生球的干燥速度和干燥量.并控制好焙烧温度和速度,保持球团矿质量不变,就能提高球团矿产量。
2.3增加烘干床上热量和风量的措施
根据现有竖炉的基本结构和原理,烘干床上生球的干燥主要是靠冷却风冷却高温球团矿提高风温后并由导风墙导至烘干床对生球进行烘干,进行热量的第二次利用。此时,经过与高温球团热交换的冷却风,风温达到500~700℃,甚至更高。另外,烘干床生球烘干所需的热量还有部分来自炉内热废气。
2.3.1通过操作来增加热量和风量
在现有工艺装备下,通过增加冷却风及助燃风的风量以及提高竖炉热负荷从而提高焙烧温度来增加烘干床上的热量和风量是不现实的,必须对以上设备进行扩容改造。另外,增加干燥介质流速也必须对除尘风机进行扩容改造。要对这些设备进行扩容改造,投资太大,工期太长,而且方案不一定可行,改造后还不一定能起到立竿见影的效果。
2.3.2通过增加导风墙出风口面积来增加热量和风量
通过改造导风墙的结构,即增加导风墙出风口面积。导风墙出风口面积的增加,将导致通过导风墙的冷却风阻力减小,冷却风进人焙烧带与进人导风墙的分配比发生改变,进入导风墙的冷却风增多,而进入焙烧带的冷却风减少,从而增加烘干床上的风量和热量,提高了生球的干燥速度,进而增加生球的干燥量来提高球团矿产量。
增加导风墙出风口面积,一方面能减少大量的低温冷却风穿过均热带、焙烧带,避免了冷却风给焙烧带、均热带的高度和温度带来不稳定和干扰,甚至破坏焙烧过程的情况,而且还能避免由于边缘效应,冷却风沿炉墙上升,在火道口与高温热气相碰减弱热废气的穿透能力,使温度在竖炉截面分布更均匀,提高球团矿质量。另一方面,增加导风墙内达到烘干床上的风量,使冷却风冷却高温球团矿的热量带到烘干床上的量大幅度增加,从而提高了生球的干燥速度和增加了生球的干燥量。
3 导风墙出风口面积的扩大改造
3.1导风墙出风口砌筑的改造
要扩大原导风墙出风口,必须改变原来的砌筑方法,以适应出风口面积的扩大。由于竖炉导风墙出风口的环境温度较高,导风墙最上面又盖了一层耐火异型砖(见图1),要想改变导风墙出风口面积十分困难,会给生产组织及作业率带来困难。因此新砌筑方法要求简单可靠,且施工量不大,施工时间短,可利用平时计划检修时间对出风口面积进行增加或减小,从而不会对竖炉的生产造成影响。

3.2导风墙出风口面积的扩大改造
导风墙出风口面积增加多少才适宜,是改造的关键。若增加多了,将无法控制烘干床温度,烘干床上风量太大、温度太高,生球易爆裂,且小水梁由于热负荷太高而变形严重,从而严重影响生产;若增加太少,就起不到提高产量的作用。因此导风墙出风口究竟增加多少才合适,由于在全国同行中没有先列,没有经验可借鉴,必须通过实践加以确定。我们是通过增加导风墙出风口面积的20%、15%、10%进行试验,最终确定出最佳的导风墙出风口面积。
3.3导风墙顶部的改造
由于出风口面积增大,风量增加,大量的高速热风夹带粉尘对导风墙顶部进行冲刷,将使导风墙顶部15号异型砖很容易被冲刷穿(见图1),严重影响导风墙的使用寿命.并且高温热风直接与刚人炉的生球接触会使生球爆裂严重,因此需要对导风墙顶部进行改造。采取的主要措施是在导风墙顶部盖上两层15号异型砖,并在砖的上层与两层砖之间浇筑耐火及耐冲刷烧筑料。改造后效果很好,完全解决了上述问题。
4 导风墙出风口面积改造后的配套改造
竖炉炉型结构改造后,由于炉内冷却风分配的改变、烘干床上热量的增加等因素,不可避免地要对其配套设备进行相应改造。
4.1烘干床小水梁的改造
由于导风墙出风口面积的增大,通过导风墙达到烘干床的冷却风量大幅度增加,冷却风被高温球团加热后温度高达500~700℃,因而烘干床上的热量随之大幅度增加,将造成小水梁因热负荷过高而断水、变形,炉篦条脱落,严重影响生产。而且还会造成使用寿命较短,作业率下降。因此必须对小水梁进行改造。
4.1.1 小水梁出水口管径及结构改造
增大小水梁的出口管径,使水在小水梁中的阻力减小,从而增加进人小水梁的水量,提高循环水系统的冷却能力。另外,为增加小水梁内冷却循环水的通过能力,将原来大管套小管的套管结构改为厚壁单管结构,增大了通水能力和冷却能力。
4.1.2小梁出水方式改造
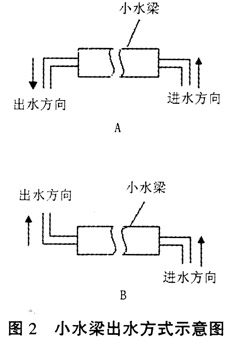
经过摸索,发现造成小水梁变形、炉篦条脱落的主要原因是小水梁断水。而造成小水梁断水的主要原因又是小水梁出水方式不合理。原设计小水梁的出水方式是方向向下(见图2A),这种出水方式使得小水梁中的水在高温下产生的蒸汽不容易排出,当蒸汽在小水梁中越集越多,产生了相当的压力时,就阻断了冷却水的通行,小水梁断水。改造后的小水梁出水方式是方向向上(见图2B)。这种出水方式使在小水梁中产生的蒸汽很容易随水排出,从而保证冷却水在小水梁中畅通无阻,确保了小水梁不断水、不变形。
4.2竖炉大水梁的改造
从全国同行竖炉大水梁的使用寿命来看,一般仅在一年左右,竖炉因此每年要进行一次更换大水梁的中修任务,影响了竖炉的作业率。对竖炉导风墙进行改造后,为控制烘干床温度而降低冷却风量,炉内均热带和高温区整体向下移,对大水梁造成较大影响,大水梁的使用寿命进一步缩短,仅八到九个月。因此对大梁进行了改造:一是在一号大水梁(承担热负荷最高的水梁)外敷设了一层耐热瓦,以在高温环境中保护一号大水梁;二是使用本公司优质钢管;三是在整个四根大水梁外浇筑一层耐火材料。这些技术的采用有效地保护了大水梁,延长了大水梁的使用寿命,提高了竖炉的作业率。
5 操作上的适应性改进
5.1烘干床温度的控制
导风墙出风口面积增大后,烘干床上热量增加,温度上升,并超过了生球的爆裂温度,造成生球因在较高温度下产生爆裂。为了降低烘干床温度必须加大生球量,同时提高排料速度,从而提高了球团矿产量。在这种情况下若温度仍然较高,生球仍然爆裂,可控制冷却风量来控制烘干床上的温度,冷却风到达烘干床上的量的多少对烘干床的温度有直接的影响。
5.2球团矿质量的控制
由于生球量的加大、排料速度的提高、生球干燥时间缩短,实际上是降低了焙烧温度,减少了焙烧时间,对球团矿质量造成了影响。但由于对导风墙出风口面积进行了改造,冷却风在炉内的分配发生改变,减少了边缘效应和冷却风对球团矿焙烧的影响,从这方面来讲有利于提高球团矿质量。但从生产操作的实际情况来看,一定程度上还是提高竖炉的焙烧温度,控制冷却风量以增加均热带的高度,并且将排料温度控制稍微偏高,增加带冷机鼓风量。通过以上操作的改进,球团矿质量不但没有下降,反而有所上升。
6 改造前后球团矿产、质量比较
竖炉炉型结构的改造,包括配套改造于2006年3月份完成,改造后的2006年、2007年的球团矿产质量指标与改造前的2004年、2005年球团矿产质量指标比较见表2。
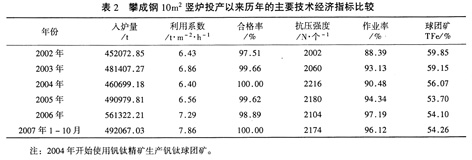
从表2可看出,竖炉利用系数、球团矿产量等指标在改造后大幅度上升,竖炉利用系数从改造前的6.5 t/(m2·h)上升到了改造后的8.0 t/(m2·h)左右,上升幅度高达20%以上,特别是在2007年3月份竖炉利用系数达到了8.46 t/(m2·h)的高水平,创造了投产以来的最高纪录。而球团矿质量在产量大幅度上升的同时并没有下降,抗压强度均达到了2 100 N/个以上,因此完全能满足高炉冶炼的需要。
7 结 论
从一年多的生产实践看,在攀成钢10 m2竖炉现有工艺装备及原料条件下,通过改变竖炉炉型结构,即增加导风墙出风口面积的方法,并通过一系列的配套改造和生产操作上的改进,以适应导风墙出风口面积的扩大,使竖炉产量大幅度上升,竖炉利用系数从改造前的6.5 t/(m2·h)上升到了改造后的8.0 t/(m2·h)左右,上升幅度高达20%以上,而且球团矿成品率、质量指标等均有不同程度的提高。
攀成钢10 m2竖炉的改造成功,为公司优化高炉炉料结构、提高高炉利用系数,增加铁水产量,大幅度降低采购成本创造了条件。从而提高了公司的竞争力和盈利能力,为公司创造了巨大的经济效益。
- 上一篇:宣钢竖炉提高利用系数的操作对策 下一篇:配加会东赤铁精矿生产钒钛球团矿实践
- [腾讯]
- 关键字:无





