
 加入收藏
加入收藏 首页
首页
1420 mm冷连轧机机型改进与板形控制能力扩展
来源:张清东,白 剑, 徐乐江, 王康健,许健勇 |浏览:次|评论:0条 [收藏] [评论]
1420 mm冷连轧机机型改进与板形控制能力扩展
张清东1, 白 剑1, 徐乐江2, 王康健3, 许健勇3
(1.北京科技大学机械工程学院,北京100083; 2.宝钢集团有限公司,上海200122;
3.宝山钢铁股份有限公司冷轧厂,上海200941)
摘 要:以宝钢1420mm镀锡板(兼做薄规格冷轧板)冷连轧机为研究平台,针对目前国内外板带材生产中被广泛选用的CVC冷轧机型及CVC板形控制技术存在的2个特殊应用问题——支持辊表面磨损量轴向分布不均匀度较为明显和对轧件边部板形(含边降)控制能力相对不足,进行了深入研究并分别提出了改进方案,包括一种CVC冷连轧机的支持辊辊形设计方法及技术和专用于DI材等对边降有特殊要求高端产品的边降控制技术,一定程度上改进了此CVC冷连轧机组的机型,并使其板形控制性能显著提高。生产实践表明,改进工作达到了进一步提高产品板形质量,拓展产品品种与产能,以及提高生产效率的目的。
关键词:机型;冷轧;板形;辊形
中图分类号:TG333 文献标识码:A 文章编号:0449—749X(2009)04—0042—04
CVC轧机、PC轧机、UCM(W)轧机都是以板形控制能力强大为主要特征的所谓新一代高技术板带轧机,也是当前板带轧机中的3种主流轧机机型,占据着绝大多数的市场份额。研究发现[1,2],上述3种轧机机型都包涵了各自独特的机座设计、辊形设计、工艺制度和控制模型(系统),因而具有同样强大但又内涵区别明显的板形控制性能。换言之,上述3种轧机机型在板形控制方面既各有所长又各有所短,特别是针对不同的生产大纲和产品质量控制目标会表现出不同的特性。其次,在冷轧板带钢生产中,板形质量与轧机机型密切相关,轧机机型是板形控制的第一位、基础性和长期起作用的因素,因而轧机机型的合理选择成为决定板带产品质量的最关键因素。但是,由于各种轧机机型大多为国外公司所有,并不能随业主意愿自由选择组合。因而在轧机投产后,针对产品特点,从辊形、工艺制度和控制模型等方面进行冷连轧机板形控制性能提高和某种程度的机型改进就成为十分必要的研究课题。
1 CVC机型的特点
1420酸轧联合机组是宝钢冷轧板带产品的主力生产机组之一,冷连轧机由德国西马克以及西门子等公司引进,前3个机架选用4辊CVC轧机,后2个机架采用6辊CVC轧机,工作辊和中间辊均配有正负弯辊装置,第1和5机架后各安装了1个板形测量辊。产品以板形控制相对更难的薄规格镀锡板为主。
CVC轧机有着灵活可变的板形调节手段,辊缝凸度调节域大[3],在热轧和冷轧领域都有很高的市场占有率。但在长期的生产应用实践中,该机型也表现出了如下2个较为严重的问题。
(1)支持辊不均匀磨损问题。随着品种和规格的不断开发,轧机生产负荷不断增加,但对产品板形质量、生产效率以及生产成本的要求却不断提高。在保持产品质量的前提下,不断延长支持辊的使用寿命、降低轧辊消耗,成为生产中重要技术管理思路和指标。然而CVC轧机的支持辊因本然存在的不对称磨损,导致服役周期短、换辊次数多,降低了轧机的作业率、生产率,增加了轧辊辊耗和因换辊产生的不合格带钢量,也影响了带钢的实物质量水平。
(2)边部板形控制问题。优良的边部板形不仅是电工钢、造币钢、DI材的特殊要求,也是所有板带钢产品提高板形质量水准和成材率的必然途径。CVC轧机问世已20余年,理论研究和工业应用实践都表明,其板形控制策略属于柔性辊缝型,轧机承载辊缝形状具有较大的调节柔度,但也天然地具有相对较低的辊缝横向刚度和极弱的边部板形控制能力[3]。其边部板形控制能力不足既影响产品板形质量和成材率,也限制了现有轧机对电工钢、DI材高附加值产品的品种拓展。
2 CVC机型的改进方案
从上述CVC机型的技术弱点出发,通过理论研究与大量的生产试验,最终提出对1420CVC轧机的改进方案,并通过产品模式来定义相应的机型模式。
(1)冷轧板/常规镀锡板模式。第1~3机架支持辊都使用VCL技术的升级版[4]——VCL 辊形技术,第4、5机架支持辊使用可均匀辊间接触压力的辊形技术[5]——B-CVC辊形技术。工作辊及中间辊的辊形不变。使用VCL 辊形技术的目的是提高轧机的板形控制能力,减小支持辊的不对称磨损,延长轧辊服役期,减少油膜轴承烧损现象。B-CVC辊形技术的目标只是均匀辊间接触压力,减小轧辊不均匀磨损及辊耗,延长其服役期。
(2)DI材模式。生产DI材等对边降有特殊要求的高端产品时,第1机架或者第1、2机架的CVC工作辊变为具有边降控制功能的工作辊,并使用配套的工作辊轴向移位规程和板形控制目标曲线,相对应支持辊可以采用常规辊形或特殊辊形,使1420冷连轧机组的第1或前2个机架用于带钢边降控制。其余轧机辊形与冷轧板/常规镀锡板模式时相同。
3 冷轧板/常规镀锡板模式
3.1 VCL支持辊的生产应用
为提高CVC轧机的板形控制能力和带钢产品质量,延长支持辊服役周期,试验初期在前3机架都试用变接触支持辊技术(Varying Contact—Length,简称VCL)[6],并且在第1机架稳定使用2年多,共轧170万t左右。但是,CVC轧机使用VCL支持辊与使用常规支持辊一样也存在不对称磨损,甚至会更严重一些,支持辊磨损辊形类似于工作辊的CVC曲线的形状。这是CVC机型的特点(CVC工作辊)所决定的,因此决定针对CVC轧机重新进行支持辊辊形设计研究。
3.2 VCL 支持辊辊形设计
目前关于CVC轧机的支持辊辊形设计研究不多,对于所有正在运行的CVC轧机,以及新建或拟建的CVC轧机,CVC轧机应该配置什么样的支持辊辊形仍是一个待解决的课题。
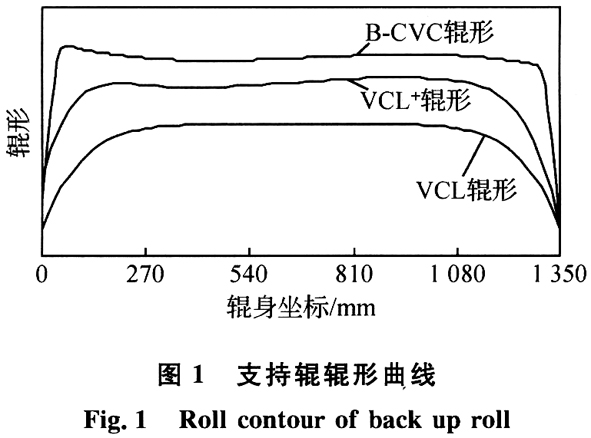
针对CVC机型的2个弱点,研究提出了CVC轧机的支持辊辊形设计思路:①利用VCL技术来提高轧机的横向刚度和弯辊力调控功效,②将一定比例的CVC曲线叠加到VCL支持辊辊形上,用来使辊间接触压力均匀,形成一种新的VCL辊形,见图1,命名为VCL 辊形。
叠加CVC的比例大小直接影响辊间接触压力的分布,辊间接触压力的分布又会影响支持辊磨损的情况。相关仿真结果表明,由于工作辊轴向位置随板形控制的需要而经常变化,并非叠加比例越大就辊间接触压力越均匀,相反叠加比例过大会引起辊缝横刚度和弯辊力二次调控能力都明显下降。经过设定综合优化目标后的仿真计算,确定了1420机组支持辊的合理叠加比例,并选定50%作为第一次上机试验辊形的叠加比例。
3.3 VCL 支持辊的生产应用
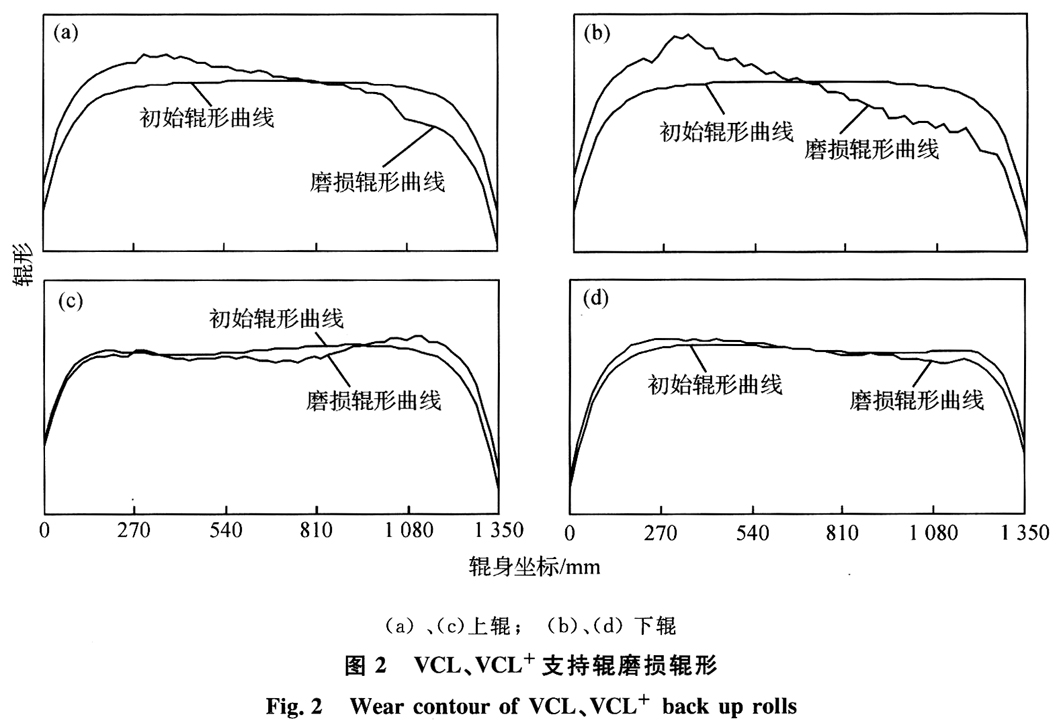
支持辊服役到后期时,VCL 支持辊的压下倾斜在0.1 mm左右,而常规支持辊或VCL支持辊时通常会达到0.5 mm。常规支持辊或VCL支持辊都存在不对称磨损的现象,DS侧与WS侧磨损量不同,直径差通常超过0.4 mm,见图2(a)、(b);而VCL 支持辊的磨损直径差仅在0.1 mm左右,见图2(c)、(d),不对称磨损的减轻也解释了VCL 支持辊服役后期的压下倾斜值较小的原因。第1机架VCL 支持辊试验成功证明了支持辊辊形设计的正确性。B-CVC辊形技术处于上机试验的准备中。
4 DI材模式
D1材镀锡板主要用于碳酸饮料和啤酒包装饮料的制罐行业,其尺寸精度不仅影响产品成材率,更对制罐的成型工艺有较大影响。于是钢制两片罐生产厂对原料提出边部板形要求,不允许有明显的边降。为了满足这一要求,决定通过改进使1420机组具有边部板形控制能力。
4.1 方案依据
变形阻力增大会降低边降控制效果,所以边降控制功能只用于上游机架,特别是第1机架。边降控制的同时可能会引起带钢平坦度缺陷,因此同时要进行工作辊弯辊补偿,以减小边降控制对平坦度造成的影响[7]。为了全面改善CVC轧机的板形控制性能,研究设计了多种用于边降控制的工作辊辊形。
4.2单侧圆弧工作辊
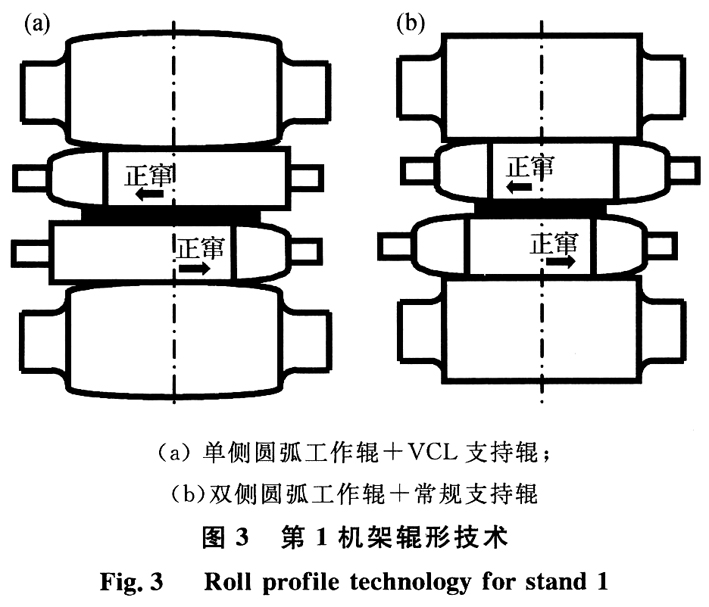
由于1420机组的前3个机架都有工作辊轴向移位的功能,为边降控制功能的应用提供了基本条件。首先在第l机架实现边降控制功能,将第1机架CVC工作辊变为带单侧圆弧型端部的平辊形工作辊,实现类似K—WRS技术嗍的对带钢边部形状的控制,见图3(a)。如有需要也可以在第2机架应用此边降控制技术。此项技术改造取消了工作辊的CVC曲线,即取消了原工作辊轴向移位的凸度调节功能,会在一定程度上削弱轧机原有的板形控制能力,因此在机组第1机架上使用VCL支持辊辊形技术,不仅可以大大提高轧机的辊缝横刚度、弥补CVC轧机横刚度低的弱点,而且可以显著增强弯辊效果、保持轧机的辊缝调节柔性。
工作辊一侧形状设计为补偿带钢边部减薄形状的近似轮廓——圆弧形,补偿在带钢边部轧辊弹性变形的明显变化,改善磨损。依靠工作辊圆弧部分在带钢边部的定位来改善带钢的边部板形,配合具有轴向横移技术的轧机上使用,就可以实现对多种宽度的带钢的边部板形控制,而且通过改变带钢伸出长度的大小也可以改变边部板形控制能力[9]。
第1机架已新增边降控制功能,轧制DI材基板时使用自主开发的用于边降控制的工作辊辊形技术,并使用配套的工作辊窜辊规程和板形控制目标曲线。单侧圆弧工作辊已稳定使用2年多,取得明显效果,DI材基板的边部减薄量可以控制在5 μm以内,边部细边浪显著减少。为机组开发电工钢等对边降有特殊要求的高端产品提供技术储备。
4.3双侧圆弧工作辊
若从工作辊的角度出发来提高横刚度,可以将第1机架工作辊变为带双侧圆弧型端部的平辊形工作辊[9],如图3(b)所示。一侧的圆弧用来控制边部板形,圆弧部分进入带钢边部;另一侧圆弧用来减小或消除有害接触区的负面作用,可以提高辊缝横刚度和弯辊效果,不进入带钢,可以是直线形式的锥角,也可以是圆弧曲线、抛物线等其它形式。双侧圆弧工作辊是配合常规支持辊而使用的。生产试验也证实了此工作辊辊形技术同样具有良好的边降控制效果。
4.4配合VCL 支持辊的边降控制工作辊
当前3个机架支持辊都使用VCL 辊形技术时,上述两种边降控制工作辊就不能再使用,否则会造成辊间接触压力的不均匀。若要使用,则需更换支持辊,这必然造成生产时间的浪费。针对VCL 支持辊来设计具有边降控制功能的工作辊,轧辊单侧带有圆弧倒角,其余部分为S形[10],这样就可以起到兼顾均匀辊间接触压力与控制带钢边降的目的,可以配合VCL 支持辊的使用。此边降控制工作辊即将组织上机生产试用。
5 结论
(1)针对1420冷连轧机,从CVC机型的技术特点的角度出发,提出了CVC机型的改造方案:生产冷轧板/常规镀锡板时,第1~3机架支持辊都使用VCL 辊形技术,第4、5机架支持辊使用B-CVC辊形技术,工作辊及中间辊的辊形不变;生产DI材等对边降有特殊要求的高端产品时,第1机架或者第1、2机架的CVC工作辊变为具有边降控制功能的工作辊,并使用配套的工作辊窜辊规程和板形控制目标曲线。其余轧机辊形与冷轧板/常规镀锡板模式时相同。
(2)生产实践表明,改进后的新机型明显减轻了支持辊的不对称磨损,使第1机架支持辊服役周期延长1万t;配合辅助工艺的优化使轧机启动的失败次数由月均20次下降至月均2次以下;DI材基板的边部减薄量可以控制在5μm以内,边部细边浪显著减少。改进后的新机型可以有效提高CVC轧机的板形控制能力和带钢产品质量,延长支持辊服役周期,并增加机组的边降控制功能,在同时兼顾轧机性能与经济性的基础上,依据产品的品种、规格、质量,一定程度上实现了对CVC冷连轧机组的机型改进。

- [腾讯]
- 关键字:无





