
 加入收藏
加入收藏 首页
首页
减缓热轧带钢头部卷取冲击的研究
来源:刘勃海 |浏览:次|评论:0条 [收藏] [评论]
摘 要:针对热轧带钢头部卷取时冲击剧烈,对产品和设备都造成了严重影响。分析了带钢头部卷取时冲击力的来源,并介绍了当今控制带钢头部卷取冲击的一些先进技术。结论得出了影响带钢头部卷取冲击力的因素,并通过采用先进的控制技术,对这些因素进行有效控制, 能够显著降低带钢头部卷取的冲击力。降低设备故障率,提高产品质量。
关键词:热轧带钢;卷取机;卷筒;助卷辊
前言
热轧带钢的卷取是热轧带钢生产工艺的最后一环,由卷取机来完成。卷取机由夹送辊、助卷辊、卷筒等部件组成。带钢头部卷取是指从带钢咬入卷取机到卷取张力建立这一过程,是带钢能否卷上的关键。在此期间带头要高速通过助卷辊和卷筒之间设定的辊缝,并在助卷辊的压力作用下发生弹塑性弯曲变形,所以要对助卷辊和卷筒造成强烈冲击。这种冲击不仅危害到机械设备的使用寿命和平稳运行,同时也会对产品质量造成严重影响。
本文对带钢头部卷取过程中产生的冲击力进行了分析,理论上得出了影响带头卷取冲击的因素。阐述了目前控制带头卷取冲击的相关措施及技术,并结合这些技术在本钢的使用情况做以介绍。
1 带钢头部卷取时冲击力的来源
带钢头部卷取时将先后产生如下冲击力:带头对助卷辊及其弧型导板的冲击力(记作Fc1)、钢板弯曲时反作用于助卷辊的的压力(记作Py)、带钢层差部位对助卷辊的冲击力(记作Fc2),卷筒过扩时带钢对助卷辊挤压力(记作Fc3)。这里我们先不考虑钢板对卷筒的冲击力。
1.1 带头对助卷辊及其弧型导板的冲击力Fc1
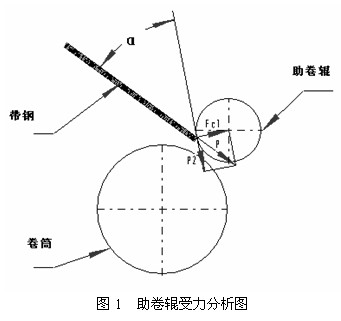
Fc1是助卷辊引导钢板缠绕在卷筒上时,钢板头部对助卷辊及其导板的冲击力。对助卷辊进行受力分析,如图1所示。
图1中带钢的送进力为P,P可分解为对助卷辊的冲击力Fc1和对钢板的引导力P2。
P=G×λ
Fc1=G×λsinα (1)
式中,G—从夹送辊到助卷辊或弧型导板长度上的钢板的重量;λ—带钢从夹送辊到助卷辊或弧型导板的阻尼系数;α—钢板推进方向和助卷辊切线方向的夹角。
从以上公式可知,由于钢板咬入长度的重量一定,所以影响 Fc1大小主要是阻尼系数λ和角度α。在不考虑夹送辊对钢板头部弯曲形状影响的情况下,对λ和α影响最大的是助卷辊辊缝。辊缝越大阻尼系数λ越小,Fc1越小。辊缝越小阻尼系数越大,Fc1越大。目前关于助卷辊辊缝设定数学模型差异很大,下表为卷取
根据经验分析,助卷辊辊缝设定既不能太大,也不能太小。助卷辊辊缝设定越大钢板卷不紧,头部卷取时产生的松弛越大,容易打滑,但带头对助卷辊及其导板产生的冲击力小。辊缝越小产生的弯曲变形力越大,但咬入条件不好,带头对助卷辊的及其导板产生的冲击力大,引起助卷辊震荡,也会造成打滑现象。辊缝取多大除工艺上考虑之外,还和卷取机机械结构,助卷辊采用的控制技术,以及卷筒的过扩能力等有关,所以各设计厂家差别很大。
表1 卷取
|
生产线 |
卷取机类型 |
设计厂家 |
1号助卷辊 |
2号助卷辊 |
3号助卷辊 |
4号助卷辊 |
|
本钢1700 |
气动三辊 |
日本三菱 |
|
|
|
无 |
|
本钢1700 |
液压三辊 |
德国SMS |
|
|
|
无 |
|
本钢1880 |
液压四辊 |
日本三菱 |
|
|
|
|
1.2 钢板弯曲时反作用于助卷辊的的压力(Py)
钢板反作用于助卷辊的的压力Py是钢板产生弯曲变形的主要作用力。带钢咬入时受力情况如图2所示。
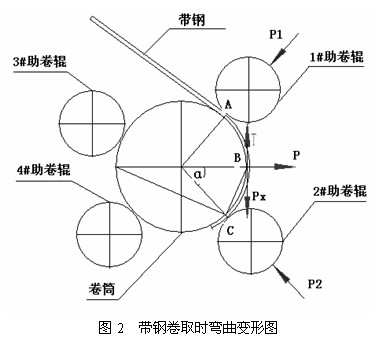
取AC段钢板为研究对象,则钢板的屈服弯曲力矩:
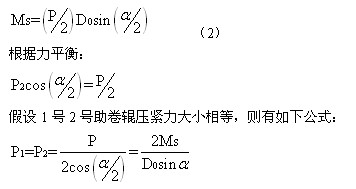
同时考虑带钢沿圆周运动产生的离心力,减小了助卷辊的压紧力。因此附加一个与离心力大小相等,方向相反的作用力,则助卷辊的实际压力,也即助卷辊同时也受到了钢板对其的压力
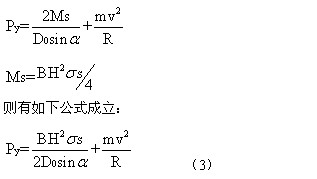
式中,B—带钢宽度;H—带钢厚度;D0—卷筒直径;m—相临两个助卷辊之间带钢质量,kg;V—带钢线速度,m/s;R= (D0 H)/2 ;σS—卷取温度下的热屈服极限,MPa。
由以上公式可知,当钢板轧制规格一定时,Py大小和带钢的热屈服极限σS、带钢线速度V有关。而σS又由卷取温度来决定。Py对设备影响较大,它不仅是造成助卷辊磨损的主要作用力,也是造成助卷辊冲击的重要作用力,所以应该采取必要的控制措施。但Py是带钢卷取的有效作用力,所以生产中首先应该保证其大小达到设定的有效范围。
1.3 钢板层差部位对助卷辊的冲击力Fc2
当卷完第一圈时,带钢头部再次通过1号助卷辊时由于带厚差的产生,且此时助卷辊和卷筒高速运转,带厚差部位对助卷辊、卷筒的产生很大的冲击力即Fc2。此冲击力首先在带钢表面上形成严重的压痕,对钢板的表面质量造成严重影响。其次,此冲击力作用在卷筒上,严重影响了卷筒扇型板及内部零件的使用寿命。此外,此冲击力会对助卷辊及其摆臂造成强烈冲击,长期会造成助卷辊裂、辊子轴承损坏、液压缸外泄、摆臂开焊等严重设备事故。最后,此冲击力也会造成助卷辊反复震荡,造成带头在卷筒上打滑。由于Fc2是卷取过程中产生的有害作用力,在生产中应采取各种措施减缓和避免它。以延长设备的使用寿命,提高钢板的表面质量。
1.4 卷筒过扩时钢板对助卷辊挤压力Fc3
当钢板顺利缠绕在卷筒上后卷筒开始过扩,卷取张力增大。此时卷筒、带钢、助卷辊之间要产生动态挤压力Fc3,而且这一挤压力是随着卷层的增加和卷筒的扩张而变化的。这一挤压力的冲击,不仅影响了钢板的表面质量,也对卷筒和助卷辊造成了冲击。对于早期多级扩张的卷筒这种冲击力更为明显。
2 目前控制带头卷取冲击的措施及技术
2.1 减缓带头对助卷辊及其导板冲击的措施
针对FC1造成的冲击,目前主要是优化助卷辊辊缝的数学模型,让其值在一个理想的范围内。其次,采取措施避免辊缝误差造成的冲击。自从液压伺服技术应用在卷取机助卷辊辊缝控制上以后,避免了由于辊缝误差而造成的冲击。同以往的助卷辊辊缝调整装置相比, 液压伺服技术通过液压缸直接驱动助卷辊来调整辊缝,简化了机械联结结构,消除了各铰接点因磨损产生的间隙,大大提高了助卷辊辊缝的调整精度。此外,近年来日本三菱设计的薄板卷板机上,采用了从助卷辊弧型导板喷风压制带头的技术,对降低FC1也很有成效。
2.2 减缓因带钢弯曲造成助卷辊冲击的措施及技术
针对钢板弯曲时压力Py造成的冲击,主要是改善带钢头部的卷取温度以降低带钢的热屈服极限。其次,采用快速建立张力技术即卷取机咬钢后尽快建立起张力,减少带钢的缠绕圈数,减少助卷辊对钢板的引导速度,以降低钢板对助卷辊作用力的时间,提高助卷辊的使用寿命。
快速建立张力技术主要是靠卷筒的二次扩张技术来实现的。以往没有二次扩张的卷筒,卷取张力的建立主要靠助卷辊和钢板之间的磨擦力来产生,张力建立的时间慢,助卷辊单独承受钢板的弯曲变形力。其次,在张力建立期间助卷辊必须保证高的运转速度,这又增加了钢板对助卷辊的冲击。
卷筒的二次扩张是带头缠绕2到3圈后卷筒再一次扩张。二次扩张有电磁阀控制的多级扩张和由伺服阀控制的无级扩张。多级扩张的卷筒过扩时直接扩张到最大直径尺寸,钢卷内径一定,但卷筒过扩时要产生很大的动态挤压力。无级扩张的卷筒过扩时只要过扩产生的压力能满足卷取张力的要求,过扩就停止。所以无级扩张的卷取机卷出的钢卷内径在一定的范围内有波动,但卷筒过扩产生的动态挤压力小。
2.3 避免带钢层差部位造成冲击的控制技术
针对因层差部位引起的压力冲击Fc2,广泛采用了助卷辊踏步控制技术让助卷辊避开层差部位。踏步控制是一种先进的卷取机控制技术,它主要是将控制系统设计成具有位置调节和压力调节的电液调节系统,每个助卷辊为单独工作系统,每个系统都配置了一个驱动液压缸,一个位置传感器,两个压力传感器,一个压力调节器,一个电液伺服阀。具体控制方案上,目前有多种,代表厂家有德国SMS公司 和日本IHI公司。但不管是那一种控制方案,要实现的控制动作都是一样的,都是在层差部位接近助卷辊时,相应的助卷辊抬起,逼开层差部位的冲击。自从踏步控制在实际生产中使用以来,避免了带头对钢板、助卷辊、卷筒的冲击。消除了带钢头部的冲击压痕,提高了钢板表面质量。降低了设备的故障率,提高了设备的使用寿命。
2.4 避免因卷筒过扩造成冲击的技术
针对卷筒过扩时产生的压力冲击,目前通过改进踏步控制得以有效控制。改进方法主要是第一圈踏步控制采用压力控制,即带头过助卷辊后助卷辊压在钢板上增大卷取张力。从第二圈卷取开始踏步控制由压力控制改为位置控制,如图3所示。
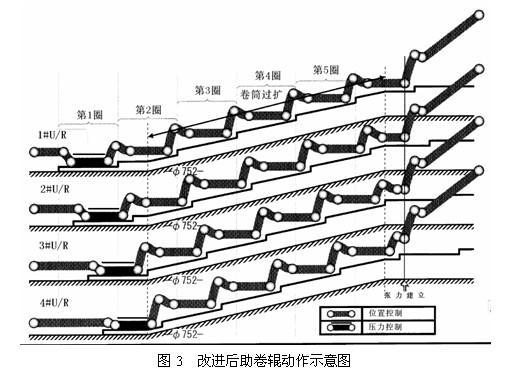
此位置选得足够大,使得卷筒过扩后辊缝大于带钢厚度,既保带钢在卷筒和助卷辊之间有一个自由滑动的缠绕间隙,又能实现助卷辊对带钢的引导。当然这种改进是建立在卷筒的二次扩张技术上的。本钢1880生产线的卷取机,就采用了卷筒过扩后踏步控制由压力控制改位置控制的技术。在生产中取得了很好的使用效果。
3 结论
影响带钢头部卷取冲击力的因素有助卷辊辊缝、带钢温度、带钢速度。其次,卷取过程中产生的带厚差冲击,以及卷筒过扩时产生的动态挤压力,都会在带钢头部卷取时产生强烈的冲击。
通过优化助卷辊辊缝和带钢头部温度,改进卷取工艺;采用助卷辊快速打开控制、踏步控制、卷筒无级扩张技术能够显著降低带钢头部卷取的冲击力。
- 上一篇:热轧卷边裂原因分析 下一篇:热轧带钢尾部宽度超差控制技术研究
- [腾讯]
- 关键字:无





