
 加入收藏
加入收藏 首页
首页
国丰中薄板坯连铸连轧生产线的设计特点
来源:夏杰勋 |浏览:次|评论:0条 [收藏] [评论]
喷嘴的改进对用户和连铸设备制造商的益处
宋会江
(斯普瑞喷雾系统(上海)有限公司)
摘要 介绍了喷嘴的各种改进,由此对用户与连铸设备制造商带来的好处
Benefit of nozzle improvement for end-user and con-casting equipment’s OEM
Song Huijiang
(Spraying System (
ABSTRACT Any improvement of nozzle and some benefit of nozzle for end-user and con-casting equipment’s OEM is introduced in this paper.
随着钢铁企业随着市场对钢铁产品质量要求的越来越苛刻与自身生产效率提高的要求,对连铸机二冷系统内喷嘴的冷却效率也不断的提高,喷嘴制造厂家对喷嘴的内部结构作了改进设计,以满足连铸坯均匀快速的冷却的要求,喷嘴提供更均匀的喷水分布,更高的热传导效率,降低喷嘴的堵塞,降低连铸坯的表面缺陷,角部裂纹,中心的偏析。这种喷嘴的改进,使得产品品种的扩大与生产能力的提高成为可能。
喷嘴在以下几个方面进行了改进:
根据产品大纲与机型选择喷嘴
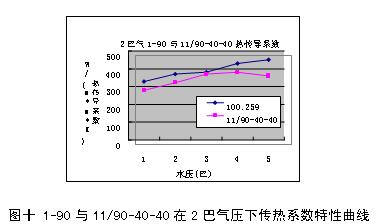
喷嘴的热传导系数测定
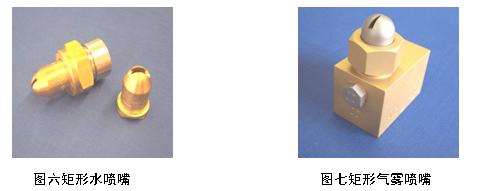
水喷嘴的厚扇形设计
喷嘴的矩形分布设计
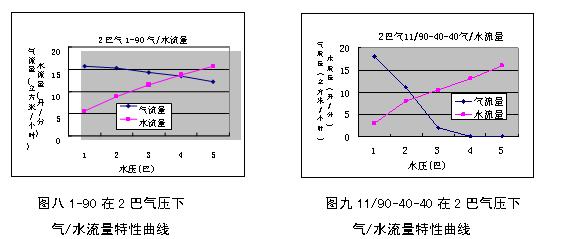
气雾喷嘴的气—水比
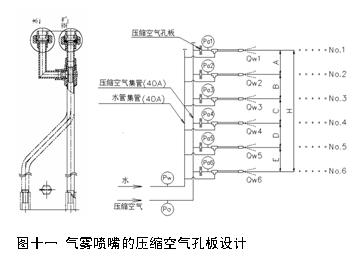
气雾喷嘴的压缩空气孔板设计
水调节比
喷水分布
喷嘴的板式安装设计
管式气雾喷嘴的组合设计
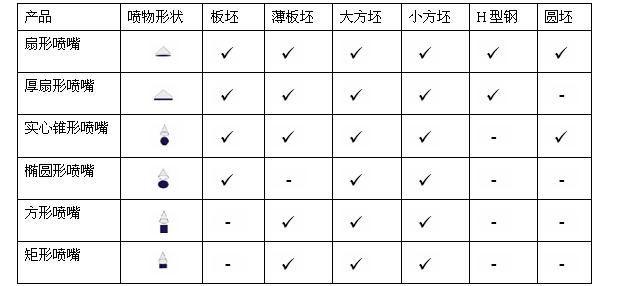
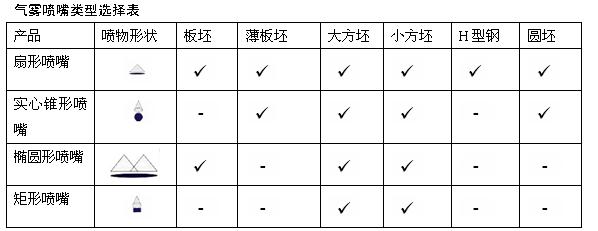
根据产品大纲与机型选择喷嘴
水喷嘴类型选择表
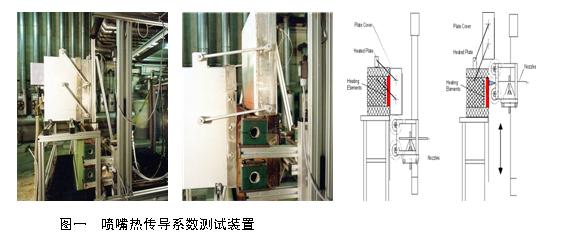
喷嘴热传导系数测定
为了保证每一台连铸机的每个喷嘴位置选择到合适的喷嘴,实验室测量喷嘴的热传导系数是必要的。测量喷嘴热传导系数的方法如图一所示。钢板固定在加热装置内,钢板后面布置加热元件,钢板内钻空布置测温热电偶,前面采用保温材料作保温挡板。当钢板加热到
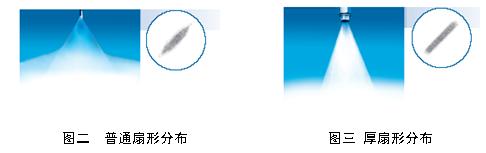
以往足辊区采用的水喷嘴是普通扇形设计,分布为纺锤形,偏转角为0°;目前水喷嘴采用厚扇形设计,分布为矩形,偏转角为5°,增加喷射雾化水在连铸坯的覆盖面积与冷却效率,底部采用燕尾槽设计,易于安装。

喷嘴的矩形分布设计
方坯连铸机在采用较低的比水量,同时又必须保证必要的冷却长度时,单个喷嘴的喷水量较低,喷嘴孔径较小,喷嘴堵塞成为不解的难题。矩形分布喷嘴可以解决这一问题,由于一个矩形喷嘴的覆盖面积等于2~3只实心锥形喷嘴,喷嘴的喷孔得以扩大。
喷嘴的喷水流量较高时,并不表明在此压力下具有较高的热传导系数,喷嘴的喷射角度,喷射高度,气水流量比同样具有一定的影响。有些厂家的气雾喷嘴在气压力处于某一特定值时,当水压上升到一定值,气流量降低为零,水压力继续升高,成为一个水喷嘴,水的雾化明显的变差,热传递效率反而降低。SSCo开发的气雾喷嘴,在水压力0.5—7巴与气压力1—3巴的工作范围内,无论水压与气压如何变化,始终有气体从喷嘴喷出,热传导系数与水压成正相关。
板坯连铸机在生产高档的板坯过程中,对连铸二冷的喷水要求的特别的严格。每一垂直段与扇形段中都布置有多排气雾喷嘴,气雾喷嘴与纵向布置的水/气集管相连接,为了保证每排喷嘴喷射的水量更加的合理,在每个气雾喷嘴的气入口通道中加一个压缩空气孔板,组成压缩空气流量的精确控制组件,保证喷嘴在安装位置确定后,水集管与气集管压力一定时,每排喷嘴的喷射水量达到设计要求,不会由于每排喷嘴的位置高低不同,导致每排喷嘴因水压不同,流量发生改变而超差。
水调节比
连铸机生产过程中,在启动、停机、钢包更换与中间包更换时,降低拉速是很正常的,不同的产品大纲与规格对连铸拉速也有不同的要求,因此要求喷嘴具有一定的水调节比。喷嘴的水调节比是指喷嘴的最大工作水流量与最小的工作水流量之比。对于生产低档产品,品种简单与规格单一的连铸机,采用水喷嘴足够,调解范围在1:4左右。生产高档产品,品种与规格较复杂的连铸机,要求喷嘴雾化性能较好,具有较大的调节比,以简化喷嘴的类型与减少生产过程中喷嘴的更换次数,这就需要采用气雾喷嘴。
最近研发的气雾喷嘴,提供了较低的气消耗量与较宽的水调节比。在恒定的2.5巴空气压力下,水压力在1巴至7巴,调节比可以达到13。这个调节比约为普通的气雾喷嘴调节比的2倍。
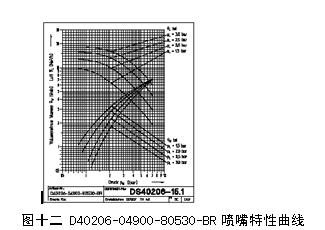
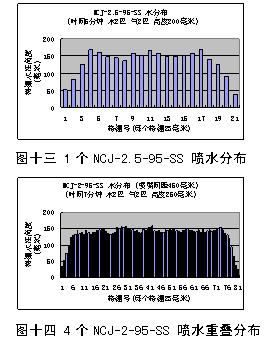
二次冷却系统设计完工,每一扇形段的机械设计也就随之确定。喷嘴制造商的任务是设计在整个水调节比范围内,能够均匀的喷水分布,热传导均匀的喷嘴。以保证在1至7巴水压与1至3巴气压工作范围内,喷嘴的重叠水分布与平均值的公差在 /-15%以内。SSCo 开发出梯形分布的气雾喷嘴,以保证单个喷嘴中间均匀分布,多个喷嘴重叠时同样能够达到均匀的分布。
为了增加调节比,在高度控制在
喷嘴的安装方法
气雾喷嘴采用内部混合的方式,需要单独的供气与供水管线,早期的供应管线一个为软管连接,另一个为用作定位的硬管连接。喷嘴尽可能的靠近连铸坯,在线不可以维护,只有在扇形段从连铸机上卸下时才可以维护。从现场的连铸坯表面质量跟踪结果看,一些质量问题是由于喷嘴的位置发生了改变引起的。较小的气管与水管很容易由于受到机械冲撞与受热的作用,发生变形,改变原来的位置,现在气雾喷嘴采用的联结方式是板式法兰连接,板式法兰直接的连接到喷水配管,从喷头到连接法兰之间只有一个混合管,增加了中间混合管的强度,保证喷头的位置不发生改变。

气雾喷嘴的组合设计
加长管有原先的焊接形式改为螺纹连接形式,可以与喷头,本体拆开,用定位销锁定。当发生漏钢故障时,无需更换整个喷嘴,仅需更换损坏的喷头或喷头和加长管,使维护更加容易。喷头带有新的卡环,自找正结构,易于快速的更换。

结论
对于用户与连铸机的设备商,喷嘴的改进可以获得以下的益处:
降低连铸坯的表面缺陷与裂纹
降低连铸机的维护与操作费用
提高连铸机的生产效率
扩大连铸机的产品大纲
联系人:宋会江,斯普瑞喷雾系统(上海)有限公司
地址:上海松江工业区树林路21号
邮编:201611
电话:021-67600882-8048, 13816689342
- [腾讯]
- 关键字:无





