
 加入收藏
加入收藏 首页
首页
动态轻压下技术在大方坯连铸机上的应用研究
来源:范黎明, 郑 艳, 刘 品, 王显军, 朱世将 |浏览:次|评论:0条 [收藏] [评论]
动态轻压下技术在大方坯连铸机上的应用研究
范黎明1, 郑 艳1, 刘 品2, 王显军3, 朱世将3
(1.莱芜钢铁集团有限公司技术研发中心,山东莱芜271104;2.莱芜钢铁集团有限公司品质保证部,山东莱芜271104;3.莱芜钢铁集团有限公司炼钢厂,山东莱芜271104)
摘 要:针对代表性钢种45钢进行动态轻压下冶金效果试验,根据连铸机实际生产情况,设定3种拉速,分别实施3个不同压下量进行试验,对压下坯样和对比样做热酸低倍、偏析等对比分析,试验统计结果表明:目前的动态轻压下与动态二冷工艺对45钢是适用的。拉速0.83m/min,压下量4.5mm为当前断面条件下中碳钢实施轻压下的最佳参数。
关键词:动态轻压下;大方坯;中心偏析;中心疏松
在连铸生产中,铸坯内部一般都会存在中心疏松、中心偏析、裂纹、气孔、夹杂等缺陷,特别是在连铸生产中、高碳钢方坯时,由于受中、高碳钢的成分和方坯凝固特征的影响,连铸坯的中心偏析和中心疏松缺陷就更严重,气孔的生成率也大幅度增高。铸坯中存在中心偏析、中心疏松等内部缺陷是导致钢材力学性能不合的重要原因之一,这使得连铸坯在使用过程中受到限制,给企业造成很大的经济损失。
莱钢炼钢厂大方坯连铸机于2008年6月投产,铸坯断面180mm×220mm和260mm×300mm,其中断面260mm×300mm的铸坯是典型的大方坯,铸坯中心部位存在中心疏松和中心碳偏析,造成生产的钢种成分偏差较大,传统工艺对这种缺陷无法进行控制。研究表明:凝固末端轻压下是改善这一缺陷非常有效的途径[1-3]。
1 动态轻压下技术的原理
动态轻压下主要由4个模型组成,分别是传热模型、溶质偏析模型、坯壳应变模型、压下量模型。
1.1传热模型

式中:T为钢坯的瞬时温度;t为时间;ρ为钢坯的密度;cp为钢坯的比热容;λ为钢坯的导热系数;χ为铸坯横截面长边方向;.y为铸坯横截面短边方向;S为源项。
该模型解决铸坯断面的温度分布问题,用于确定准确的固相率范围。
1.2溶质偏析模型
该模型解决压下位置的问题。压下位置是轻压下技术的重要参数之一。模型的压下位置固相率一般在0.5~0.95之间。
1.3坯壳应变模型
坯壳应变模型解决铸坯压下率的问题。压下率的定义是浇铸方向单位长度的压下量,一般用δ(mm/m)表示。
最大压下率的确定如下,一般来说,铸坯内部产生裂纹的临界应变ε0为0.2%~0.4%,
而对铸坯进行轻压下时产生的应变ε由下式计算:

式中:c为常数;a为坯壳厚度;L为辊距。
在进行压下时的要求是:ε<ε0
1.4压下量模型
大方坯动态轻压下技术的核心就是利用动态控制模型对铸坯温度场进行实时地热跟踪,根据铸坯中心固相率分布确定出合理的动态轻压下区间并结合不同钢种的凝固特性动态设定辊缝值。
压下量模型解决施加力大小的问题。一般总压下量大小需满足以下3个要求:减少中心偏析和中心疏松;避免铸坯产生内裂;轻压下区压下量产生的作用力不能影响铸机扇形机架结构的完整性。
2 动态轻压下技术试验方案
根据现场生产安排,对大方坯连铸机260mm×300mm断面,45钢最后4炉进行轻压下试验研究,据以往研究表明,铸坯的凝固终点位置主要受拉速的变化影响较大,为了保证实际生产应用中能够顺利实施动态轻压下,根据实际铸机的拉矫机的布置位置和台数情况,设定不同的拉速范围来保证轻压下的实施。
2.1试验方案
根据上述理论计算,结合现场实际生产情况,设定3种拉速,分别实施3个不同压下量进行试验,具体方案见表1。

2.2取样方案
1)首先在倒数第四炉未实施轻压下前,取一支1 m长的连铸坯做横切和纵剖,观察和检测未实施轻压下的情况下铸坯疏松和偏析情况。
2)在尽量减少钢铁料损失的前提下,对实施轻压下的连铸坯进行取样,对应每个拉速和压下量取一支1 m长的连铸坯做横切和纵,观察和检测实施轻压下的情况下铸坯疏松和偏析情况。
3)取样过程中,做好参数记录,试样做好标示,避免混淆。
4)连铸过程结晶器采用电磁搅拌。
3 动态轻压下技术结果分析
3.1试样加工
首先在连铸坯上切一个横切低倍试样,将剩余连铸坯沿中心线纵向剖开,取长度350 mm。用车床将横切样和纵剖样加工平整,达到表面光滑。如图1、2所示。

3.2热酸酸洗试验
3.2.1横切试样热酸酸洗
将横向试样放到30%热盐酸中侵蚀30min,将试样取出后观察试样表面形貌,分析不同参数情况下铸坯低倍组织情况。选取未实施压下的试样与实施压下后组织情况最好和最差的试样进行比较,如图3~5所示。

通过横向酸洗情况表明,未实施轻压下的连铸坯中心疏松明显易见,在实施轻压下的情况下,拉速和压下量对铸坯的低倍组织均有影响,拉速0.83 m/min,压下量4.5 mm时连铸坯低倍组织情况最好;拉速0.88 m/min,压下量3.5 mm时连铸坯低倍组织最差;其余参数情况下低倍组织介于两者之间,比未实施轻压下的铸坯中心疏松都有所改善。
3.2.2纵剖试样热酸酸洗
将纵剖试样放到30%热盐酸中侵蚀30min,将试样取出后观察试样中心线形貌,分析不同参数情况下铸坯中心线低倍组织情况。同样选取未实施压下的试样与实施压下后组织情况最好和最差的试样进行比较,如图6~8所示。

通过纵剖酸洗情况表明,未实施轻压下的连铸坯中心疏松情况明显,在实施轻压下的情况下,拉速和压下量对铸坯的中心线组织均有影响,拉速0.83m/min,压下量4.5mm时中心线组织情况最好,基本上没肉眼可见的缩孔;拉速0.88m/min时连铸坯中心线组织都较差,其中压下量3.5mm时组织最差;其余参数情况下中心线组织较未实施轻
压下的铸坯中心线组织都有所改善。
3.3铸坯碳偏析指数
不同的浇注条件下,不同的压下参数铸坯的碳偏析程度也是不同的,本研究选取横切和纵剖组织最好和最差的测定其偏析指数,并与未实施轻压下的试样进行比较,根据热酸酸洗实验结果,选取拉速0.83m/min,压下量4.5mm和拉速0.88m/min,压下量3.5mm的试样进行碳偏析指数测定,并与未实施轻压下试样的碳偏析指数进行比较。
为了比较碳、硫偏析的效果,在横切试样上取样沿长边中心线取19个点,沿窄边中心线取17个点,沿纵剖试样中心线上取22个点,每个点的间距都为15mm。
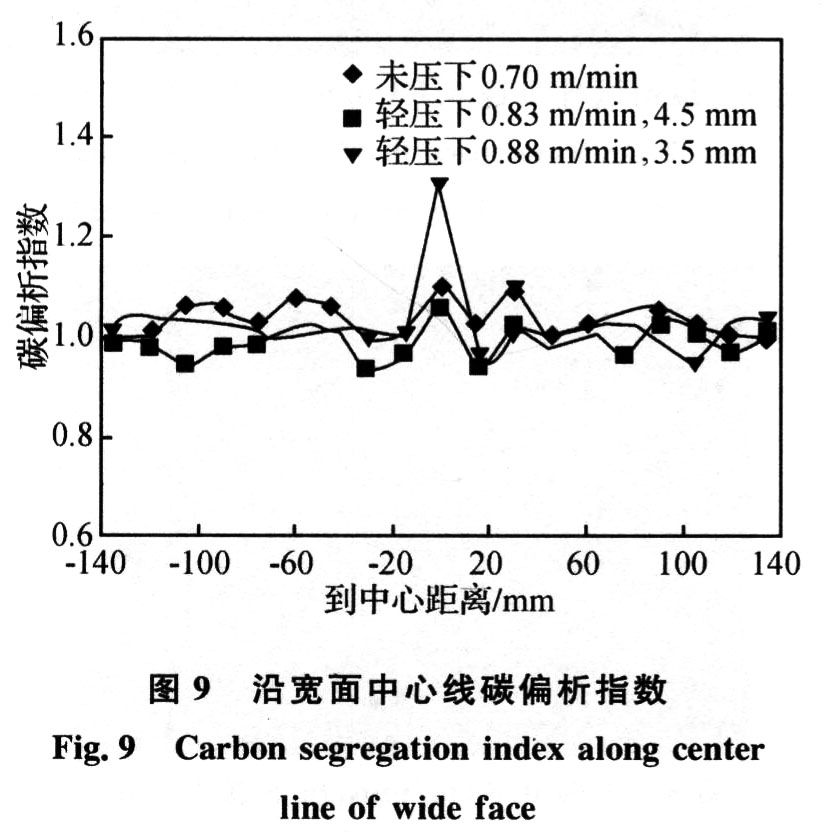
3.3.1沿宽面中心线碳、硫偏析指数
由图9可见,未轻压下的铸坯大部分点的碳偏析指数都大于1,最大是中心点处为1.09;拉速0.83m/min,压下量4.5mm的铸坯,偏析指数最大1.05,大部点都在1左右;拉速0.88m/min,压下量3.5mm的铸坯,中心点位置偏析指数较大,其余点偏析指数范围为0.94~1.04。拉速0.83m/min,压下量4.5mm的铸坯碳偏析改善明显,拉速0.88m/min,压下量3.5 mm的铸坯碳偏析没有明显改善。
由图10可见,未轻压下的铸坯大部分点硫偏析指数都大于1.2;拉速0.83m/min,压下量4.5mm的铸坯,大部点都在1.20左右;拉速0.88m/min,压下量3.5 mm的铸坯,中心点位置偏析指数较大,其余点偏析指数在1.0附近。采用轻压下后,硫偏析指数有所减少。

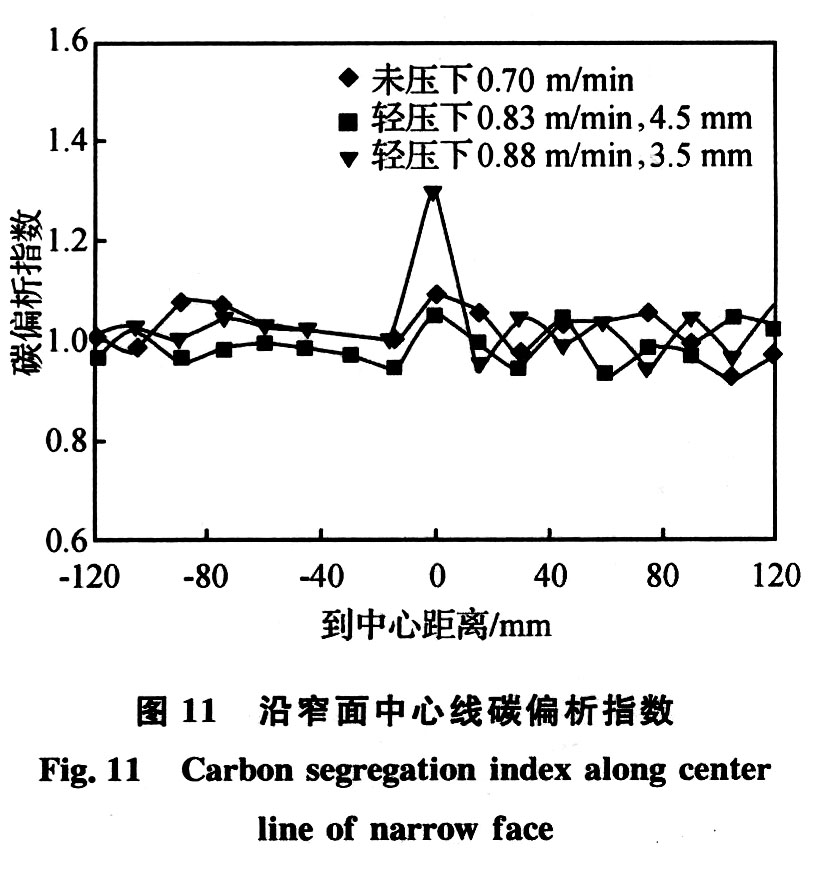
3.3.2沿窄面中心线碳、硫偏析指数
由图11可见,未轻压下的铸坯其碳偏析指数范围为0.98~1.09;拉速0.83m/min,压下量4.5mm的铸坯,偏析指数最大1.05,大部点都在1左右;拉速0.88m/min,压下量3.5mm的铸坯,中心点位置偏析指数较大,其余点偏析指数范围为0.94~1.07。拉速0.83m/min,压下量4.5mm的铸坯碳偏析改善明显,拉速0.88 m/min,压下量3.5 mm的铸坯碳偏析没有明显改善。
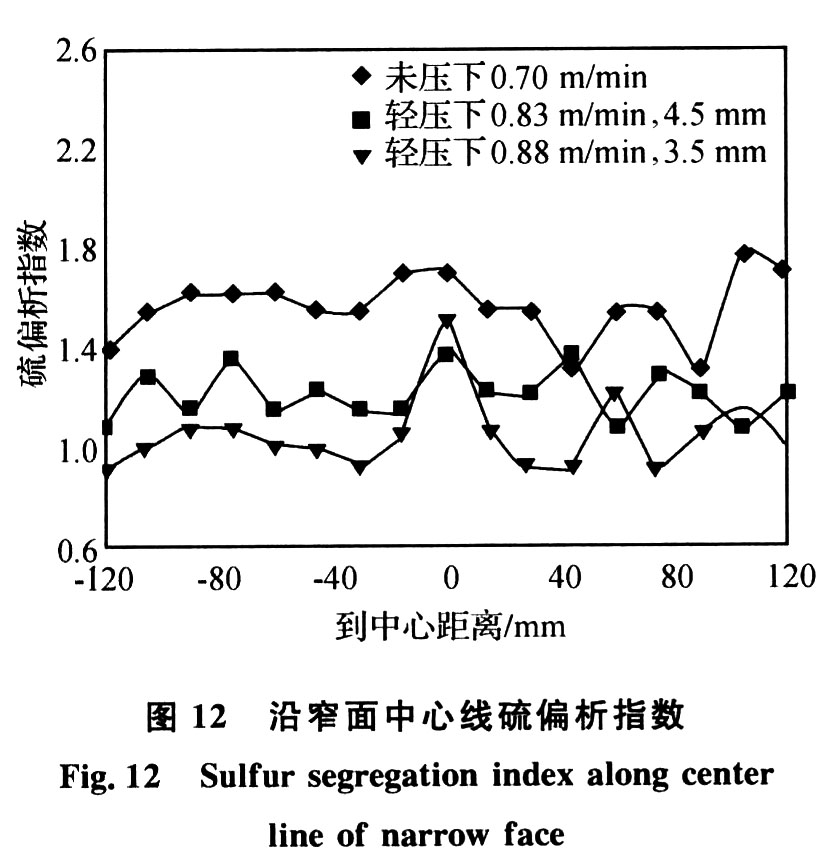
由图12可见,未轻压下的铸坯大部分点的硫偏析指数都大于1.2;拉速0.83 m/min,压下量4.5 mm的铸坯,大部点都在1.20左右;拉速0.88m/min,压下量3.5mm的铸坯,中心点位置偏析指数较大,其余点偏析指数在1.0附近。采用轻压下后,硫偏析指数有所减少。
3.3.3沿纵剖试样中心线碳、硫偏析指数
由图13可见,经过轻压下的铸坯其纵剖中心线上碳的偏析情况明显好于未经过轻压下的铸坯,拉速0.83m/min,压下量4.5mm的铸坯碳偏析指数位于0.92~1.06之间,拉速0.88 m/min,压下量3.5mm的铸坯碳偏析指数位于0.92~1.12之间,未实施轻压下的铸坯碳偏析指数位于0.96~1.21之间。经比较分析,拉速0.83 m/min,压下量4.5 mm的铸坯碳偏析指数情况最好。

由图14可见,经过轻压下的铸坯其纵剖中心线上硫偏析情况明显好于未经过轻压下的铸坯。
综上所述,拉速0.83m/min,压下量4.5mm为大方坯连铸机实施轻压下的最佳参数,对连铸坯的中心疏松和中心偏析都有明显改善,提高了连铸坯的质量。
4 结论
1)在提高拉速时,动态轻压下技术能够明显改善连铸坯中心疏松和中心偏析缺陷,提高连铸坯的质量。
2)本研究结果表明,拉速0.83m/min,压下量4.5 mm为当前断面条件下中碳钢大方坯连铸机实施轻压下的最佳参数。
3)将该研究成果进一步推广和改进,用于其它钢种和其它断面的生产。
参考文献:
[1]李峰,刘平,白月琴,等.第一台国产连铸机动态轻压下设备的应用研究[C]∥中国金属学会连铸分会论文集,2008:60.
[2]杨素波,陈永,李桂军.大方坯连铸动态轻压下技术应用研究[J].钢铁,2005,40(6):24.
[3]王国新,张家泉,王玉昌,等.大方坯连铸动态二冷与动态轻压下模型控制的开发和应用[C]∥中国金属学会连铸分会论文集,2008:66.
- [腾讯]
- 关键字:无





