
 加入收藏
加入收藏 首页
首页
宝钢150t电炉出钢口维护操作实践
来源:陆永刚,张建军,史永强,宋玉泉,卢 燕 |浏览:次|评论:0条 [收藏] [评论]
宝钢150t电炉出钢口维护操作实践
陆永刚,张建军,史永强,宋玉泉,卢 燕
(中冶宝钢技术服务有限公司协力生产分公司,上海200941)
摘要:论述了电炉出钢口维护的一般模式,通过宝山钢铁股份有限公司150 t电炉出钢口维护模式的改进,减少了整体更换的次数,提高了出钢口内衬整体使用寿命,稳定了生产节奏,而且施工方法简单,便于操作和推广。
关键词:电炉;出钢口;喷补
出钢口是电炉的重要部位,其内衬修理周期的长短关系到企业的经济效益。目前对转炉出钢口的维护有很多有价值的理论研究,但对电炉出钢口的维护探讨却很少。宝山钢铁股份有限公司(以下简称宝钢)现有3台150t电炉,其出钢口内径为
1 原始设计
目前国内提高出钢口寿命的方法有提高耐材使用性能、增加耐材厚度[1]、优化更换的操作技术,采取整体更换,俗称“镗孔式”[2]、或几种方法综合使用。这些模式在使用期间不对出钢口进行任何形式的维护,而确定何时更换主要依据出钢所用时间和出钢口内管砖的寿命。据统计,上海钢铁五厂电炉出钢口寿命在120炉左右,天津大无缝钢厂电炉出钢口寿命使用到110炉左右就需要整体更换。
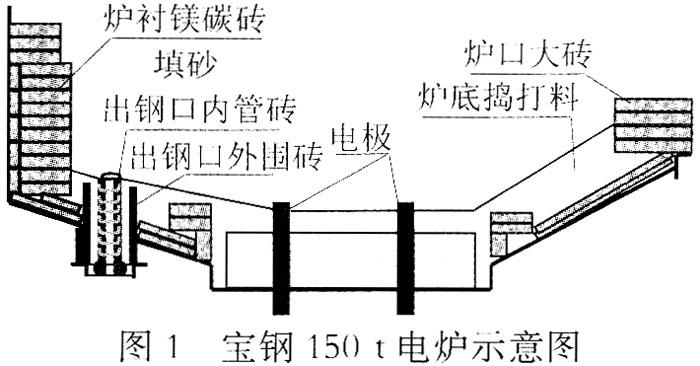
宝钢150t电炉(见图1)出钢口的原始维护模式是挖修和整体更换。当出钢时间小于等于130 s,或者出钢口内径及端砖下端孔径扩大至
2 出钢口内衬整体更换工艺
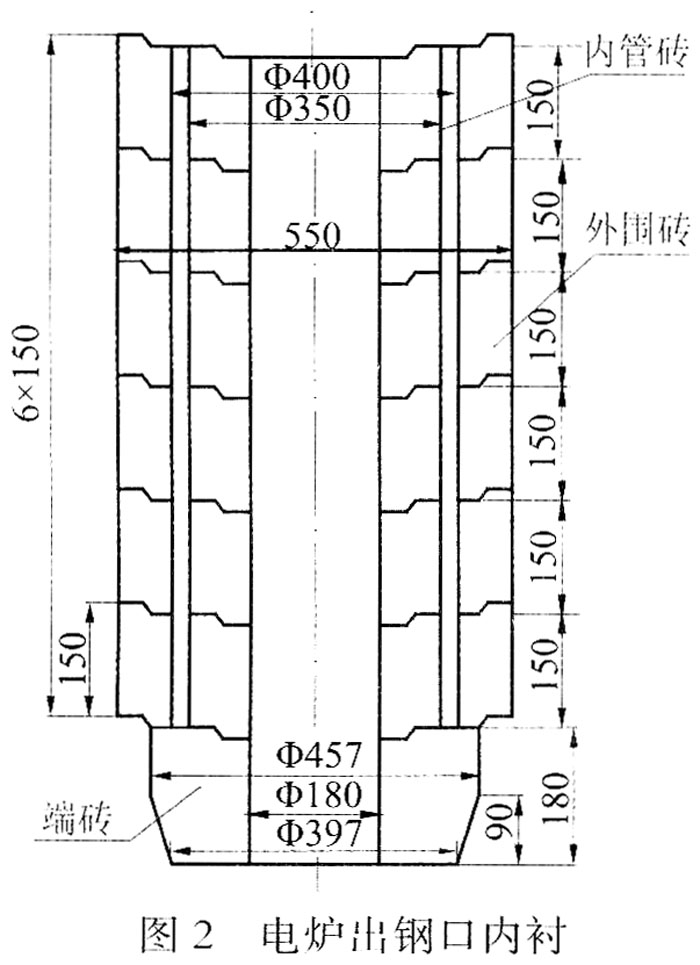
宝钢150t电炉出钢口内衬(见图2)整体更换前首先将炉内钢水出尽,冷却5 h后吊放拆炉机,拆除出钢口内管砖;清理出钢口内部和底部的冷钢、残渣;从出钢口上方垂下钢丝绳,将法兰和组装好的出钢口内管砖慢慢吊起,到位后,打紧法兰定位销;用修补料捣实出钢口内管砖四周缝隙。整个更换过程需要5 h左右。
3 出钢口维护新工艺
经过探索和实践,宝钢将炉墙的维护工艺移植到出钢口的维护,并取得了成功。改进后的新工艺用喷补取代了挖修,减少了整体更换内管砖次数。当出钢口内管砖寿命达到70炉后开始第1次热修补,以后每30~40炉修补1次。具体维护步骤如下。
(1)将炉内钢水出尽后,从填砂孔(出钢口正上方)放人喷补用上套筒(见图3);
(2)开出EBT小车,从炉底安装喷补用托筒架(见图4);

(4)调节好喷补料的干湿度,喷补枪从填砂孔伸入,对套筒和出钢口砖间隙进行喷补。当喷补料与出钢口区域炉坡相平时停止喷补;
(5)取出上套筒盖帽,拆下托筒架,上套管留在出钢口内。
4 出钢口内衬理化指标
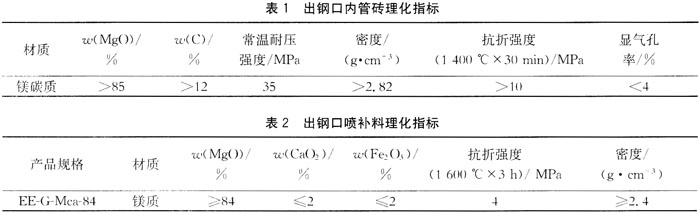
出钢口内管砖使用镁碳质材料,理化指标见表1。出钢口喷补料使用的是镁质材料,理化指标见表2。
5 效果
(1)出钢口内衬寿命从原来145~155炉达到现在250炉以上。宝钢2008年整体更换出钢口内管砖比历年减少23次,节约出钢口内管砖23套;
(2)出钢口热修补可以有计划地利用炉墙维护的时间进行,每次修补时间不超过15 min,不会影响生产节奏。而整体更换出钢口内衬单次需要5 h左右,更容易影响生产节奏。
(3)新的维护模式为宝钢电炉安全生产、产能提高和作业顺行提供了保障,估计每年可以提高产能19500t。
6 结论
(1)使用EBT出钢口热修补技术,可以有效提高电炉的出钢口寿命。
(2)出钢口热修补技术可以更好地保证生产节奏,相对于整体更换出钢口有着明显的优势。
[参考文献]
[1]郭强,李亚波,杨波.提高出钢口寿命生产实践[J].菜钢科技,2004(1):4—5.
[2] 张 槐.出钢口更换技术在攀钢的应用[J].四川冶金,2006,28(5):7—9.
- 上一篇:非稳态浇铸对板坯质量影响的研究 下一篇:250 t转炉烟气干法除尘工艺应用
- [腾讯]
- 关键字:无





