
 МгШыЪеВи
МгШыЪеВи ЪзвГ
ЪзвГ


ИпбЙВюИпТЏЕФГіЬњЪЕМљМАГіЬњЙмРэ
РДдДЃКЮфЪЄРћ ТэКщБѓ |фЏРРЃКДЮ|ЦРТлЃК0Ьѕ [ЪеВи] [ЦРТл]
ИпбЙВюИпТЏЕФГіЬњЪЕМљМАГіЬњЙмРэ
ИпбЙВюИпТЏЕФГіЬњЪЕМљМАГіЬњЙмРэ
ЮфЪЄРћ ТэКщБѓ
(ЪзИжзмЙЋЫОСЖЬњГЇ)
еЊ вЊЃКЪзИжСЖЬњГЇЖўИпТЏдк2 002ФъДѓаовдКѓЃЌгЩгкетвЛДњИпТЏбЙВюНЯИпЃЌЮвУЧдкЬњПкЮЌЛЄМАГіЬњЙмРэЗНУцНјааСЫжюЖргавцЕФЬНЫїЃЌИпТЏТЏЧАВйзїШЁЕУСЫКмДѓЕФНјВНЃЌТњзуСЫИпбЙВюИпТЏЧПЛЏвБСЖЕФвЊЧѓЃЌЮЊИпТЏЕФИпВњЁЂгХжЪЁЂЕЭКФЁЂГЄЪйДДдьСЫСМКУЕФЬѕМўЁЃ
ЙиМќДЪЃКИпТЏЬњПк ГіЬњ
1 ЧАбд
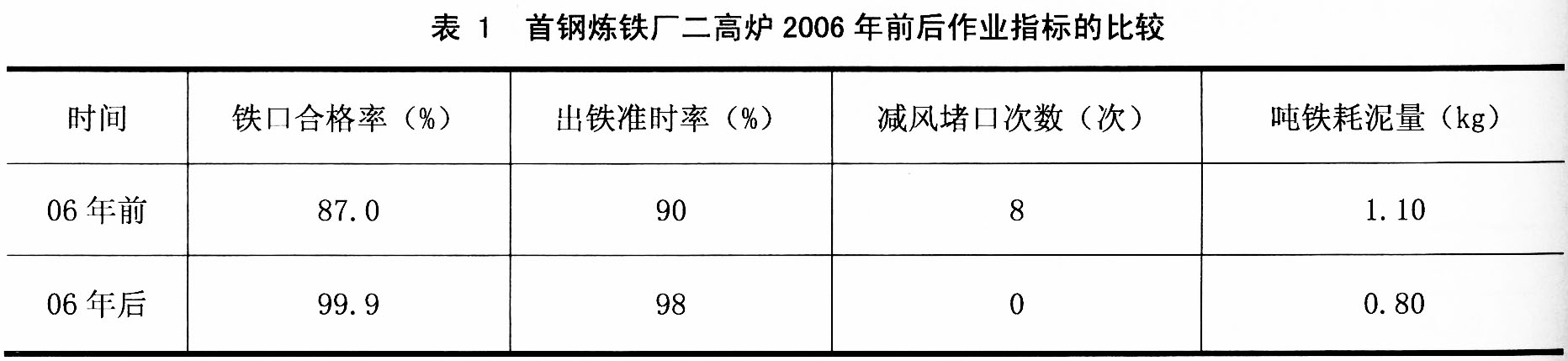
ЪзИжСЖЬњГЇЖўИпТЏ2002ФъНјааСЫЮЊЦк78ЬьЕФДѓаоИФдьЃЌИФдьКѓШнЛ§ЮЊ1780m3ЃЌВЂгк2002Фъ5дТ23ШеЫЭЗчПЊТЏЁЃДѓаоЭЖВњвдРДЃЌЫцзХТЏФкВйзїМАОЋСЯММЪѕЕФВЛЖЯНјВНЁЂВњСПЕФВЛЖЯЬсИпЃЌЬиБ№ЪЧ2006ФъШЋФъИпТЏНЙЬПИККЩДяЕНСЫ6ЃЎ0вдЩЯЃЌзюИпДяЕН6ЃЎ12ЁЃЭЌЪБИпТЏЦНОљЗчбЙДяЕНСЫ3ЃЎ43KgЃЏcm2ЁЂИпТЏЖЅбЙ1ЃЎ76KgЃЏcm2ЃЌИпТЏЩњВњЖдЬњПкЮЌЛЄМАГіЬњЙмРэЗНУцЕФвЊЧѓвВЫцжЎЬсИпЃЌЖўИпТЏЭЈЙ§ДѓСПЕФЬНЫїбаОПЃЌдкетЗНУцШЁЕУСЫвЛЕуОбщЁЃЬсИпХкФржЪСПЃЌЖдТЏЧАВйзїММЪѕНјааСЫИФНјЃЌМгЧПГіЬњЙмРэЁЃЭЈЙ§вдЩЯДыЪЉЃЌЬсИпСЫТЏЧАЕФдќЬњДІРэФмСІЃЌЬњПкКЯИёТЪЮШЖЈдк99ЃЎ9ЃЅвдЩЯЃЌЪЕЯжСЫЖЬМфИєГіЬњЃЌТњзуСЫИпбЙВюИпТЏИпВњЁЂгХжЪЁЂЕЭКФЁЂГЄЪйЕФашвЊЁЃЪзИжСЖЬњГЇЖўИпТЏ2006ФъЧАКѓзївЕжИБъЕФБШНЯСагкБэ1ЁЃ
2 ИпбЙВюИпТЏЕФГіЬњЙмРэ
2.1 ИпбЙВюИпТЏЕФГіЬњЬиЕу
гЩгкЪзИжЖўИпТЏдкЭЌМЖБ№ИпТЏжабЙВюНЯИп(ЦНОљЗчбЙ3ЃЎ43KgЃЏcm2ЁЂЦНОљЖЅбЙ1ЃЎ76KgЃЏcm2)ЃЌЫќЕФГіЬњЫйЖШУїЯдДѓгкдШМСЯЕФШкЛЏЫйЖШЃЌЕМжТСЫИпТЏГідќЬњЪБМфЦЋЖЬЃЌШЋЬьзюИпЬњДЮДяЕНЙ§19ДЮЁЃЖдИпТЏЫГааВњЩњСЫвЛЖЈЕФИКУцгАЯьЁЃ
2.2 ГіЬњЙмРэ
2.2.1 ПижЦГіЬњЫйЖШ
ПижЦГіЬњЫйЖШЪЙжЎКЭдШМСЯШкЛЏЫйЖШЦЅХфЁЃНЋзъПззъЭЗЕФжБОЖгЩ50mmИФЮЊ45mmЃЌЪЙгУЬэМгSi3N4-FeЕФИпЧПЖШХкФрЁЃЮвУЧдк2006ФъПЊЪМв§НјБІвЫЙЋЫОЕФХкФрШЁЕУСЫКмКУЕФаЇЙћЃЌЬњДЮКмПьгЩ18ДЮЃЏЬьЃЌНЕЮЊ12ДЮЃЏЬьЃЛГіЬњЪБМфзюГЄДя224minЃЌГідќЪБМфБШгЩ65ЃЅЬсИпЕН78ЃЎ3ЃЅЁЃБІвЫХкФргыЦфЫќХкФрЪЙгУаЇЙћЕФБШНЯСагкМћБэ2ЁЃ

2.2.2 ПижЦФрАќЕФЧжЪД
гЩгкИпТЏбЙВюИпЃЌЬњПкФрАќЕФЪмЫ№ГЬЖШвВвЊИпгкЦфЫќЭЌРраЭЃЛИпТЏЁЃетвВЪЧГіЬњЪБМфФбвдБЃжЄЕФдвђЁЃЮвУЧВЩШЁСЫвЛаЉАьЗЈЃЌМДЃК(еыЖдЬњПкОГЃВЛЮШЖЈЕФФЯЬњПк)ЕБББЬњПкПьГіОЛдќЬњЪБЃЌДђПЊФЯЬњПкЁЃДђПЊФЯЬњПкКѓСЂМДЖТЩЯЃЌФрСПМѕАыЁЃШЛКѓЕБББГіОЛКѓЃЌФЯЬњПке§ГЃГіЬњЃЌетбљОЭгааЇЕиБЃЛЄСЫФЯЬњПкЕФФрАќЃЌгІгУаЇЙћЛЙЪЧБШНЯЯджјЕФЁЃШчДЫбЛЗЪЙгУгааЇЕФБЃжЄСЫФЯЬњПкФрАќЕФЭъећЁЃ
2.2.3 ХкФрЖўДЮбЙШыММЪѕЕФгІгУ
ИУММЪѕПЩЪЙХкФрдкЬњПкФкНјвЛВНбЙЪЕЃЌШЮКЮдкФрАќжаГіЯжЕФСбЗьКЭСбПкПЩБЛХкФрЬюЩЯЁЃИУММЪѕгажњгкЬсИпвбЖТдкЬњПкжаЕФХкФржЪСПЁЃХкФрЖўДЮбЙШыММЪѕЕФзїгУжївЊЪЧНЕЕЭХкФрПзЯЖЃЌетНЋЖдТЏЧАВйзїВњЩње§УцгАЯьЃЌЭЌЪБПЩМѕЩйГіЬњЪБЕФЗЩНІЃЌЮЊТЏЧАЙЄЬсЙЉАВШЋЕФЙЄзїЛЗОГЁЃ
ЂйВйзїЗНЗЈЃКгУХкФрвдДЋЭГЗНЪННЋЬњПкЖТзЁЁЃдкЖТзЁЬњПкКѓЃЌФрХкСєдкдРДЕФЮЛжУЩЯЃЌВЂБЃГжЛюШћбЙСІЃЌЭЃСєвЛЖЮЪБМфЁЃетбљзіЪЧЮЊСЫБЃГжГіЬњПкФкХкФрЕФбЙСІЧвВЛЯђЬњПкФкМЗШыИќЖрЕФХкФрЁЃ
ЂкбЙШыЪБМфЃКЕШД§КЭЪЉМгбЙСІЕФжмЦкдМашвЊМИЗжжгЃЌвРЫљгУХкФрЖјЖЈЁЃИпЧПЖШХкФрвЛАуМфИєдк0.5minзѓгвЃЌШчЪЙгУЕЭЧПЖШХкФрМфИєгІдйГЄаЉЁЃШчЙћЖўДЮбЙШыПЊЪМЕФЬЋдчЃЌдђгжЛсНЋФрХкФкЕФХкФрЭЦШыТЏИзЃЛШчЙћЖўДЮбЙШыПЊЪМЕФЬЋЭэЃЌдђЬњПкФкХкФрвбЭъШЋФ§ЭЌЃЌИУВйзїВЛЛсГЩЙІЁЃХмФрвВПЩжДааЖўДЮбЙШыММЪѕЁЃЕЋвЊПДбЙШыЪБЬњПкЪЧЗёЛЙУАФрЁЃ
ЂлбЙШыФПБъЃКЬюГфФрАќЗьЯЖКЭСбПкЃЌЗРжЙЬњПкТЉЃЛдіМгЬњПкЮяРэадФмМАЬњПкЧПЖШЁЃвђЮЊХкФрдкТЏИзФкМДФрАќЖЅВПКмПьЩеНсЃЌЕБЖўДЮбЙШыЪБХкФрВЛФмСїОЙцдђЕФЩНЬњПкПзЕРЃЌвђЮЊЦфвбБЛФрАќЖЅВПЕФХнФрШћЖТзЁЃЌетНЋв§Ц№ХкФрбЙСІЕФдіМгЃЌДЫЪБШєФрАќЬхЩЯгаСбЗьЛђСбПкЃЌНЋЛсБЛЖўДЮбЙШыЕФХкФрЬюЩЯЃЌетбљПЩЯћГ§ФрАќСбЗьЃЌЗРжЙЬњПкТЉЬњЁЃЭЌЪБЭЈЙ§ЬюВЙЃЌдкГіЬњЪБСїЯђГіЬњПкЕФЦјСїНЋМѕЩйЛђЩгГ§ЃЌетНЋДјРДЮоЩЋНІВйзїЃЌЮЊТЏЧАЙЄЬсЙЉЯрЖдАВШЋЕФЙЄзїЛЗОГЁЃ
2.2.4 ПижЦКУЬњПкЩюЖШМАжааФЯп
НЋПЊТЏЪБЬњПкНЧЖШЙЬЖЈЮЊ10°ЬсИпЕН11°ЃЌМјгкЬњПкЧјгђЮТЖШЩ§ИпЃЌЮЊЮЌЛЄТЏИзВЂПМТЧЧПЛЏвБСЖМАЫРЬњВуБфЩюКѓГідќГіЬњЕФашвЊЃЌНЋЬњПкЩюЖШДг2.6mМгЩюжС3.0m±l00mmЁЃ
дкЬњПкЮЌЛЄМАГіЬњЙмРэжаЃЌЬњПкжааФЯпЕФПижЦвВЯрЕБживЊЁЃШєСНЬњПкПзЕРжааФЯпВЛдкЭЌвЛЫЎЦНУцЩЯЃЌдкЭЌЕШЬѕМўЯТЛсЗЂЩњвЛИіЬњПкГіЬњЪБМфГЄЃЌСэвЛИіЬњПкГіЬњЪБМфЖЬЕФЯжЯѓЃЌетбљЛсИјЬњПкЮЌЛЄМАГіЬњЙмРэДјРДРЇФбЁЃЮЊБЃжЄЬњПкжааФЯпЮЛжУЕФзМШЗЃЌЙцЖЈУПжмВтСП1ДЮЬњПкжааФБъИпЃЌЗЂЯжЦЋРыЃЌМАЪБЕїећХкзьжааФЃЌБЃжЄЬњПкЪЕМЪПзЕРЩЯЯТЦЋРыжааФаЁгк50mmЃЌзѓгвЦЋРыжааФаЁгк20mmЁЃ
2.2.5 ПижЦКУДђФрСПКЭЭЫХкЪБМф
(1)ДђФрСПвЊЪЪЕБЖјЮШЖЈ
дкИпТЏе§ГЃЩњВњЧщПіЯТЃЌДђФрСПгыГіЬњСПЁЂСНДЮГіЬњМфИєГЄЖЬЁЂвБСЖЧПЖШЁЂТЏУХЩюЖШЕШгазХУмЧаЙиЯЕЃЌЪЪвЫЕФДђФрСПБъзМгІЕБЪЧЃКУПДЮПЊЬњПкЪБЖТФрШѓЖјВЛЪЊЃЌЪЕЖјВЛгВЁЃЯжЙњЭтМАБІИжвбОПЊЪМЪЙгУГіЬњВйзїжИЕМESЯЕЭГгУгкЬњПкЩюЖШЁЂЬњПкФрКцПОЪБМфМАЬњПкГпДчПижЦЃЌДђФрСПЕФБъзМжЕЪЧгЩТЏИзЮТЖШОіЖЈЕФЃЌШєТЏИзЮТЖШЕЭдђашвЊдіМгЬњПкЩюЖШЁЃ
ЂйТЏУХНЯЩюЃЌПЊПкЪБЬњПкГБФрНЯЖрЃЌГіЬњЪБМфГЄЃЌЬњЫЎСїЫйаЁгк4tЃЏminЪБЃЌЖТПкЪБДђФрбЙСІ190ЁЋ205KgЃЏcm2ЃЌгІЪЪЕБМѕЩйДђФрСПЁЃ
ЂкТЏУХЩюЖШДяВЛЕНЙцЖЈЩюЖШЪБЃЌЬњПкКУПЊЃЌВЂУЛгаГБФрЃЌЬњЫЎСїЫйДѓгк6tЃЏminЪБЃЌгІЪЪСПдіМгДђФрСПЁЃ
ЂлдќЬњЮДГіОЛЃЌТЏУХЭЛШЛХчЛЈЃЌгІЪЪЕБдіМгФрСПЁЃ
ЂмЖТПкЪБФрХкЮДбЙбЯЃЌЗЂЩњХмФрЪБвЊИљОнХмФрСПдіМгФрСПЁЃ
ЂнУПДЮЖТПкХкФрвЊЗж3ДЮДђШыЁЃЕквЛДЮДђШыЫљашФрдЮЕФ2ЃЏ3ЃЌЦфгрЗжСНДЮДђШыЁЃ
ЂоДђФрбЙСІНЕЕЭЃЌаЁгк160KgЃЏcm2ЪБЃЌВЛЕЋвЊЗжДЮДђФрЃЌЭЌЪБвВвЊЪЪЕБдіМгФрСПЁЃ
(2)бЯНћГБЬњПкГіЬњ
вђЮЊВаДцдкХкФржаЕФЫЎЗжЛђгаЛњЛгЗЂЮяЃЌгіЕНзЦЩеЕФЬњЫЎЃЌЪмШШКѓМБОчеєЗЂЃЌВњЩњОоДѓЕФбЙСІЃЌЪЙЬњПкФрАќВњЩњСбЗьЃЌЮДИЩЕФХкФрЫцЬњЫЎвЛЦ№ДгЬњПкХчГіЃЌЦЦЛЕЬњПкЭЈЕРЁЂФрЬзЃЌЖдТЏЧАЩшБИдьГЩЦЦЛЕЃЌИјЛЗБЃдьГЩКмДѓРЇФбЁЃ
дЄЗРГБЬњПкГіЬњЕФДыЪЉЃКМгЧПГіЬњПкЕФЮЌЛЄЙЄзїЃЛжиЕуМьВщЬњПкЩюЖШЪЧЗёКЯРэЃЌЬњПкЧјгђРфШДЩшБИгаЮовьГЃЃЛдкзъЬњПкЪБЗЂЯжЬњПкгаГБФрЃЌгІШЯецДІРэЃЌВЛвЊНЋГБЬњПкзъТЉЃЌМсГжБпзъБпПОБпДЕЗчЃЌжБЕНПОИЩГБФрКѓдйГіЬњЁЃ
ЃЈ3ЃЉЭЫХкЪБМф
вЛАуДђФрСПдНДѓЛђДђФрбЙСІдНЕЭЃЌашвЊЕФЭЫХкЪБЮЪ(ЛђГЦьбЩеЪБМф)дНГЄЃЌЗёдђЃЌГжајЪБМфдНЖЬЁЃЩњВњЪЕМљБэУїЃКбгЪЯАЮХкЪБМфМАЫѕЖЬЭЫЛюШћОрРыПЩДѓДѓЬсИпЬњПкЖТФрЧПЖШЁЃ
2.3 ГіЬњМфИєЙмРэ
ЫцзХЪзИжСЖЬњГЇЖўИпТЏвБСЖВЛЖЯЧПЛЏЃЌИККЩВЛЖЯХЪЩ§ЃЌЖўИпТЏРћгУЮоЫЎХкФрЧПЖШИпЁЂПЙдќЬњЧжЪДадФмКУЕФЬиЕуЃЌгк2006ФъЯТАыФъПЊЪМВЩгУЬњДЮЩйЁЂГіЬњЪБМфГЄКЭГіЬњМфИєЖЬЕФГіЬњЗНЪНГіЬњЁЃЪзИжСЖЬњГЇЖўИпТЏГіЬњМфИєгыЗчСПЙиЯЕСагкБэ4ЁЃ

вЊЧѓдкГіЯжЯТСаЧщПіжЎвЛЪБСЂМДДђПЊСэвЛИіЬњПкГіЬњЃК
(1)ЬњПкДђПЊКѓ40minВЛРДдќЁЃ
(2)ЬњПкДђПЊКѓ80minВЛТњlЙоЬњ(240t)ЁЃ
(3)ЬњПкДђТЉ20minФкдќЬњСїСПдіМгВЛДѓЁЃ
(4)ИпТЏСЌајПїдќПїЬњ(вЊЧѓЙЄГЄЖдТЏИздќЬњВаДцСПНјааЙРЫуЃЌзюНќ3ТЏДЮТЏИзВаДцЬњСПВЛЕУГЌЙ§l00t)ЁЃ
(5)ИпТЏЩњВњгаЬиЪташвЊЪБЁЃ
3 ГіЬњПкЙмРэ
БЃГжзуЙЛЕФЬњПкЩюЖШЁЂЧПЖШЃЌАДЪБГіОЛдќЬњЃЌЪЧЮЌЛЄКУЬњПкЕФЙиМќЁЃИљОнЪзИжСЖЬњГЇЖўИпТЏЕФЪЕМЪЩњВњОбщЃЌЮЌЛЄКУИпбЙВюИпТЏЕФЬњПкЃЌгІзЂвтвдЯТМИЕуЃК
3.1ЬњПкФрЬзжЦзїМАЮЌЛЄ
3.1.1 ФрЬзЕФжЦзї
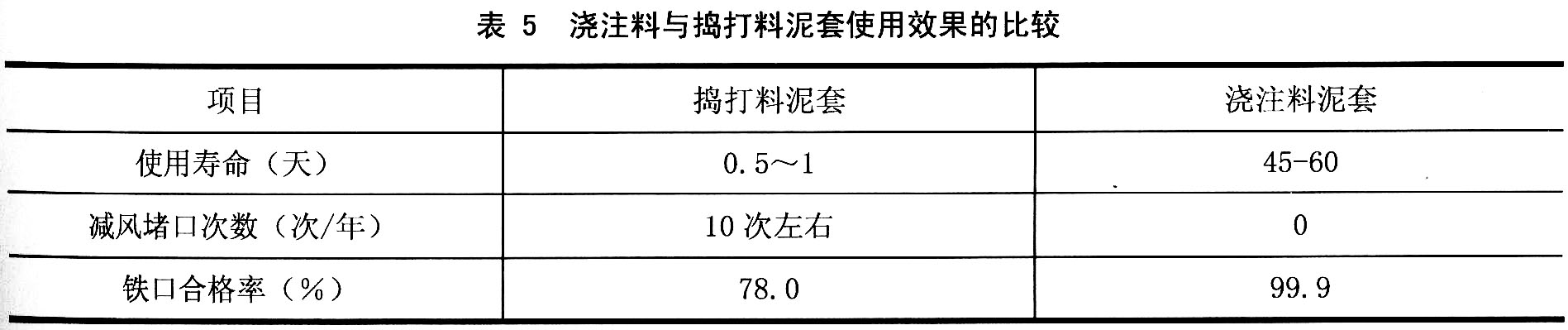
ИпТЏДѓаоЧАЬњПкФрЬзЮЊЕЗДђСЯжЦзїЃЌЕЗДђСЯФрЬзжЦзїРЇФбЁЂЪЙгУЪйУќЖЬЃЌвђФрЬзЦЦЫ№дьГЩЬњПкЖТВЛЩЯЕФЪТЙЪЪБГЃЗЂЩњЃЌЖдТЏЧАзївЕЕФЮШЖЈКЭИпТЏе§ГЃЩњВњВњЩњСЫИКУцгАЯьЁЃИпТЏДѓаоКѓЃЌВЩгУННзЂСЯжЦзїЬњПкФрЬзЃЌОпЬхжЦзїЙ§ГЬЮЊЃКНтЬхФрЬз300ЁЋ400mmЩю——ЙЬЖЈФЃОп——ЬюГфННзЂСЯ——ЙЬЛЏ——аЁЛ№КцПО15minЁЂдйгУДѓЛ№КцПО40minЃЌгУФЃОпННзЂФрЬзЛљБОЯћГ§СЫвђФрЬзЦЦЫ№Жјв§Ц№ЕФМѕЗчЖТПкЪТЙЪЁЃННзЂСЯгыЕЗДђСЯФрЬзЪЙгУаЇЙћЕФБШНЯСагкБэ5ЃЌЭЈЙ§БШНЯПЩМћННзЂСЯФрЬзгХЪЦУїЯдЁЃ
3.2 ФрЬзЕФПьЫйаоВЙ
гУННзЂСЯжЦзїФрЬзашвЊНЯГЄЕФЪБМфЃЌЭЈГЃаш2~3hЃЌЫљвдгУННзЂСЯжЦзїФрЬзвЛАубЁдканЗчЪБНјааЁЃЕБФрЬзОжВПЫ№ЛЕЪБЃЌПЩВЩгУПьЫйаоВЙЗЈаоВЙЃЌВНжшШчЯТЃК
ЃЈ1ЃЉ НЋФрЬзЩЯЕФдќЬњКЭВПЗжОЩСЯШЅГ§ЁЃ
ЃЈ2ЃЉ НЋ30%ЕФгаЫЎХкФрЁЂ70%ЕФННзЂСЯСэМг3%ЕФЫЎНСРЙОљдШЁЃ
ЃЈ3ЃЉ ЬюГфЛьКЯСЯЃЌЭЈЗчЦїгУДИЭЗХФНєЃЌдйгУФрХкТўЫйбЙЩЯГЩаЭЁЃ
ЃЈ4ЃЉ 5minКѓЭЫХкЃЌЯШгУаЁЛ№КцПО10minЃЌдйгУжаЛ№КцПО30minЁЃ
ЃЈ5ЃЉ ПЊЬњПкЧАгУбѕЦјЩеНј500mmЃЌвдБИгУЁЃ
ећИіаоВЙЪБМфЃЈДгНтЬхЕНЪЙгУЃЉ˂1hЁЃ
3.3 ФрЬзЕФЮЌЛЄ
ЮЊбгГЄФрЬзЕФЪЙгУЪйУќЃЌБиаыМгЧПННзЂСЯФрЬзЕФЮЌЛЄБЃбјЁЃГіЬњЧАЃЌЬњПкЧјгђдќЬњвЊЧхРэИЩОЛЁЂФрЬзвЊЭъећЁЂБэУцИЩОЛЦНећbmwЬњЙ§ГЬжаЃЌГ§гУИжЧЅЧхГ§ЬњПкСНВрЕФЛ§дќЭтЃЌЛЙвЊЖдФрЬзУцМАжмЮЇгУбЙЫѕХТЭлЦјНјааДЕЩЈЃЌеЦЮеКУДЕЩЈЙмНЧЖШЃЌНЋбЙЫѕПеЦјДЕдкЬњСїППЕФЬњПкЕФВПЮЛЃЌШУЬњЫЎСїЕНФрЬзУцЛђЬњПкжмЮЇЫљашвЊДЕЩЈЕФВПЮЛЃЌжБЕННЋЬњПкФрЬзУцЩЯЕФЙвдќМАИпГіВПЮЛПГЩЈИЩОЛЮЊжЙЃЌетжжДЕЩЈВйзїдквЛДЮГіЬњжавЊНјаа1~2ДЮЃЌвдБЃжЄЖТПкЪБХкзьгыФрЬзУцЮЧКЯЃЌОбщЗсИЛЕФВйзїЙЄЛЙПЩНЋФрЬзШБЯндкДЕЩЈжаВЙЦНЃЌБЃжЄЖТПкВЛУАФрЁЃСЌајСНТЏХмФрЃЌгІжизіФрЬзЁЃ
3.4 ХкФрЙмРэ
ИпбЙВюЕФИпТЏЩњВњЖдХкФржЪСПвЊЧѓЗЧГЃбЯИёЃЌХкФрМШвЊОпгавЛЖЈЕФПЩЫмадЃЌЛЙБиаыОпгаПЙдќЬњГхЫЂЁЂЧжЪДЕФФмСІКЭвЛЖЈЕФИпЮТНсЙЙЧПЖШЃЌХкФрЕФадФмЖдгкЬњПкЕФЮЌЛЄгазХЗЧГЃживЊЕФзїгУЃЌЯждкЕФХкФрвЛАуЗжЮЊЬэМгЕЊЛЏЙшЬњЃЈSi3N4-FeЃЉЕФИпЧПЖШХкФрКЭЦеЭЈЕФЮоЫЎХкФрЁЃ
ЃЈ1ЃЉХкФрдСЯШыПтЧАБиаыНјааРэЛЏадФмВтЖЈЛђгажЪБЃЪщЁЃ
ЃЈ2ЃЉХкФрХфБШКЭТэЯФжЕгЩТЏЧАММЪЧШЗЖЈЃЌИїВжГЦСПБиаызМШЗЃЌУПСНжмИїВжаЃАѕвЛДЮЁЃ
ЃЈ3ЃЉХкФрТэЯФжЕдкзАЯфЧАБиаыНјааВтЖЈЃЌгУОлввЯЉЫмСЯДќАќзАЁЃ
ЃЈ4ЃЉРЇФрЪБМфБиаыДѓ24hвдЩЯЃЌФыФрЗПАДФыжЦЧАКѓЫГађЯђТЏЧАЫЭХкФрЃЌИпТЏТЏЬЈгІЩшФрПтЃЌПтФкЮТЖШШЗБЃдк5ЁЋ10ЁцЁЃ
4 Нсгя
ЪзИжСЖЬњГЇЖўИпТЏдкИпбЙВюИпТЏЬњПкЮЌЛЄМАГіЬњЙмРэЗНУцзіСЫДѓСПЬНЫїЃЌШЁЕУСЫКмДѓЕФММЪѕНјВНЃЌТњзуСЫИпТЏЧПЛЏвБСЖЕФашвЊЁЃ
(1)ХкФрЃЌЙЕСЯЕШТЏЧАгУВЛЖЈаЭФЭЛ№ВФСЯдкНёКѓЕФЙЄзїжаашвЊВЛЖЯбаОПЁЂИФНјЁЃ
(2)ЬњПкЮЌЛЄжБНггАЯьИпТЏЕФИпВњЁЂгХжЪЁЂЕЭКФЁЂГЄЪйЃЌХкФржЪСПЖдГіЬњгАЯьНЯДѓЃЌвЊЮШЖЈХкФржЪСПЃЌПЊЗЂЪЪгІВЛЭЌТЏПіКЭвБСЖЧПЖШЕФХкФрЁЃ
(3)ХкФрЕФЖўДЮбЙШыММЪѕЪЙЬњПкЮЌЛЄЫЎЦНДяЕНСЫвЛИіаТЕФЬЈНзЁЃ
(4)ГфЗжРћгУЮоЫЎХкФрИпЧПЖШЁЂПЙдќЬњЧжЪДадФмКУЕФЬиЕуЃЌВЩгУЬњДЮЩйЁЂГіЬњЪБМфГЄКЭЖЬМфИєЕФГіЬњЗНЪНЪЧДѓИпТЏТЏЧАЩњВњзщжЏЕФЗЂеЙЧїЪЦЁЃ
ЫцзХЪзИжСЖЬњГЇЖўИпТЏвБСЖЫЎЦНЕФВЛЖЯЬсИпЃЌТЏЧАЩшБИКЭВйзїММЪѕЖМНЋУцСйаТЕФЬєеНЃЌБиаыВЛЖЯХЌСІЃЌМгЧПММЪѕИяаТКЭНјВНВХФмЪЪгІИпбЙВюИпТЏЩњВњашвЊЁЃ
ВЮПМЮФЯз
[1]ЮтбгЛдЃЎИпТЏСЖЬњЩњВњММЪѕЪжВсЃЎББОЉЃКвБН№ЙЄвЕГіАцЩчЃЌ2003
- ЩЯвЛЦЊЃКДѓаЭИпТЏФбааТЏПіЛжИД ЯТвЛЦЊЃКЬЦИжСЖЬњГЇЬсИпХчУКБШЩњВњЪЕМљ
- [ЬкбЖ]
- ЙиМќзжЃКЮо





