
 加入收藏
加入收藏 首页
首页


昆钢6号高炉降料线操
来源:董建坤 |浏览:次|评论:0条 [收藏] [评论]
昆钢6号高炉降料线操
董建坤
(武钢集团昆明钢铁股份有限公司)
摘要 对昆钢6号高炉降料面操作经验进行了总结。通过三次空料线降料面到风口,掌握了大型高炉降料面操作要点,使炉墙遥控喷涂造衬顺利实施,保证了高炉长期稳定顺行。
关键词 大型高炉 空料线 喷涂造衬
昆钢6号高炉(2000 m3)开炉至今已有9年。从第五年开始,先后三次采用降料面遥控喷补技术,不定期对高炉炉墙实施喷涂造衬,修复炉衬上剥落的耐火砌体,以恢复操作炉型,保证高炉的长期稳定顺行,提高煤气利用率,降低焦比,同时延长高炉寿命,使炉体的使用寿命与炉缸同步,达到一代炉役无中修。
第一次:2003年6月6日23:09至6月10日3:38,共计3天零4小时29分钟。本次喷涂料线仅降至11.6m,只对炉身中部以上部位进行喷涂。
第二次:2004年10月8日4:33至14日10:48,共计6天零6小时15分钟。本次喷涂料线降至风口,对风口以上部位进行喷涂。
第三次:2007年1月11日15:25至16日13:12,共计4天22时12分。本次喷涂料线仅降至17.5 m,只对炉腰中部以上部位进行喷涂。
本文着重以此第二次操作来总结。
1 封炉降料面喷涂情况
1.1 6号高炉2004年10月降料面喷涂情况
降料面前的准备工作。总结2003年6月6日降料面的操作实践,决定仍采用炉顶打水空料线停炉法。在降料面之前就做好如下准备工作:
(1)操作管理方面:①于10月7日凌晨4:00退全焦负荷,并将炉温控制在较高水平[Si]=0.8%~1.2%,铁水温度不小于1460℃,适当降低炉渣碱度;②在休风前清空所有胶带、称斗及喷吹系统;③停止下料时,严格控制槽下烧结矿槽位在6 m左右,防止长期休风后,烧结矿粉化;④为了尽量缩短降料面的时间,在预休风时就有意将料线控制在5~6m,并用盖面焦来控制顶温不大于280℃;⑤休风前两次出铁提高铁口角度至14。,尽量出净渣铁。
(2)为了避免降料面过程中休风,在预休风时就严格对各冷却系统进行检查确认不漏。为了尽量缩短降料面的时间,仅加入盖面焦50t,占炉缸容积的24%。
(3)2003年6月7日降料面时,顶温难控的主要原因是炉顶洒水压力小,水量不够。此次对炉顶洒水系统进行改进,具体措施是从风口小套的排污管DN80上接一根DN80水管到炉顶以确保炉顶洒水压力,还从槽下顺着主皮带通廊引一根高压水管到炉顶洒水平台。改进后的12支洒水管从炉喉洒水孔插入,每只洒水管上打5 mm的孔,孔距30mm,分4排,每支洒水管共打372个洒水孔。
(4)准备足够多的刮扒工具,以便喷涂结束后,从风口往外扒出喷涂反弹料等杂物。
(5)准备足够多的水渣在槽下主皮带尾轮处,待料面降到要求水平后用来覆盖炉缸焦炭。
(6)预休风时校好长度为20m的l号深探尺,准备好炉顶煤气取样孔。
1.2降料面操作
空料线降料面的关键是做好降料面过程中的气体排放工作和均匀雾化洒水,切忌大量水集中人炉。为了缩短降料面的时间,尽量使用大风量降料面。在实际降料面过程中,从10月7日18:50预休风复风后,一直采用大风量回收煤气的方法。每半小时取样一次,对炉顶煤气成分进行分析,辅以判断料面位置,23:30取样分析,炉顶煤气成分中CO2含量最低,说明料面已达到炉腰部位。8日1:34停止回收煤气,之后随着料层减薄,逐渐减小风量。3:00左右大量风口变黑,出现空吹现象,打开3号铁口出最后一次铁后于10月8日4:33安全休风,实际料线23.5m,到此仅用了不到10 h就安全地将料面降到风口平面。降料面过程中的炉顶煤气分析见图l。

2 喷涂及开炉前的准备工作
2.1 喷涂工作
6号高炉所使用喷涂料是MS3和高强喷涂料160。喷涂料MS3加水9%~11%,高强喷涂料160加水6%~9%。喷涂工作从10月8日凌晨5:00开始,于12日18:00左右结束。其中炉缸、炉腹及炉腰部位喷MS3,用量为173t;从炉身以上部位喷涂高强喷涂料160,用量444t,平均喷涂厚度400mm。喷涂反弹率大约1l%,有效喷涂量为550t左右,在喷涂过程中安排专人负责将近70 t的喷涂反弹料及时从风口扒出。喷涂后的炉墙,不管从炉顶人孔及炉内观察,表面光滑、规整,目测效果好。
2.2复风前对高炉进行烘炉
喷涂结束后,我们除了将焦面上的喷涂反弹料及水渣清理干净露出红焦外,还将大套边缘的渣焦黏结层清理掉,保证中小套安装到位。还将有水炮泥与铁沟浇注料搅拌均匀,糊在中小套边缘,以防复风后中小套前端窝铁烧坏中小套,保证中小套工作正常,避免不必要的休风。复风时除1号风口外其余单数风口堵死,仅开14个风口。喷涂结束后对高炉进行烘炉,一方面是尽量排出喷涂料中的水分,另一方面是促进喷涂料低温黏结,以保证其工作寿命。10月13日10:37开始烘炉,烘炉950min后于14日2:27结束,烘炉过程中的炉顶水分分析见表l。

2.3装料及开炉准备
开炉总焦比3.0 t/,t,正常料焦比0.78 t/t,二元碱度0.95,正常料矿批25 t,焦批重12.0 t,料线1.2 m。装料填充顺序:炉缸风口以上、炉腹及炉腰净焦,炉身下部空焦,炉身中上部空焦 正常料,炉喉正常料。炉顶布料模式依然采用多环螺旋布料模式,布料矩阵为
从10月14日凌晨2:27结束烘炉开始装料,到早上10:00正常料装完12批,料线为3.5 m时结束装料。因为1号铁口有干渣坑,因此第一次出铁用1号铁口,在出铁前必须将干渣坑大坝垒筑好。考虑渣铁的流动性可能很差,渣铁不分,所以1号主沟的撇渣器事先要用焦末填死,在主沟沙口处按主沟尺寸割一块钢板(钢板上焊1个拉环)垫上堵好后,用黄沙垫上拍实烤干,主沟沙口出口处适当位置做好临时撇渣器。渣铁流出后,如果流动性和温度尚可,就可以抽掉撇渣器前的钢板,掏通撇渣器过眼,让铁水流过主沟正常路径进入铁罐。如果渣铁流动性差、温度低,就让其走I临时撇渣器或者直接进入干渣坑。适当加大主沟两侧,以防铁口开得大跑大流,大沟边上铺上一定厚度的焦末以方便铁后清理炉渣。3台泥炮都装上有水炮泥,第一次堵口后l号继续装有水炮泥,2、3号视情况决定是否还装上有水炮泥。所有冷却系统恢复到正常的水压、水量,并调整二回路水流量为:一段1300 m3/h,二段1400m3/h,三段800m3/h。

3 开炉过程
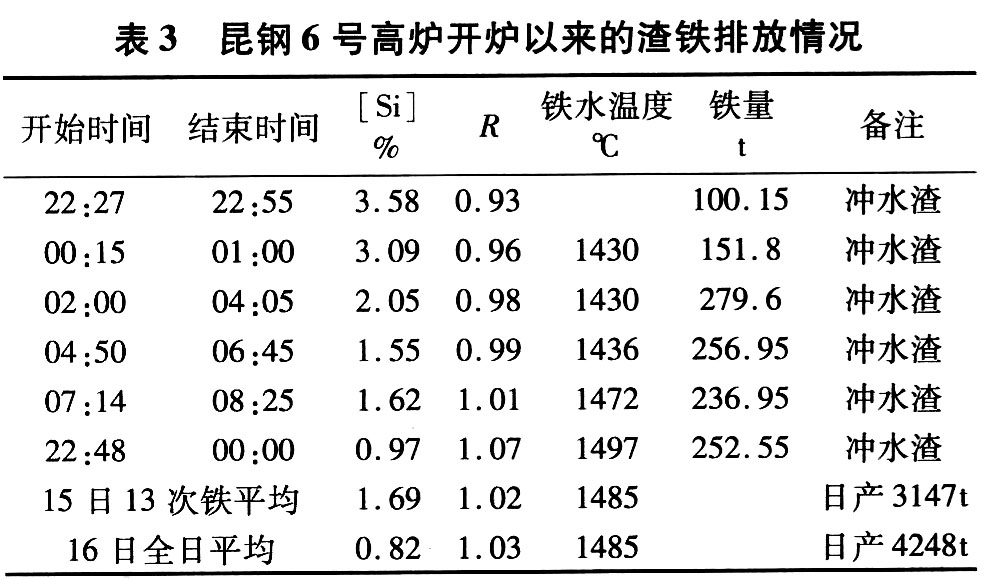
10月14日10:48点火送风,风温800℃,风量15万m3/h;1l:00看风口所有焦炭点燃;1l:077号风口自动吹开;11:35 1、3号铁口有煤气吹出,几分钟后有少量渣吹出;1l:50堵3号铁口;12:02堵1号铁口,加风到22万m3/h,之后料动不畅;12:50—13:10开一组倒流放散阀倒流坐料,2号探尺从3.5 m滑到4.17 m;13:28引煤气;15:10—15:27再次倒流坐料,2号探尺4.2 m滑到6.1 m,3号探尺3.8m到空。后料动逐渐顺畅,控顶温赶料,视情况逐渐加风,17:10捅开3号风口后,逐渐控制风速在210 m/s左右。复风11 h后于22:27打开1号铁口,[Si]=3.58%,R2=0.93,放铁100.15t,渣铁流动性较好,铁水按正常路径通过,直接冲水渣,标志开炉成功。之后随着冶炼强度的不断提高,出铁工作逐渐走上正轨,15日放铁13次,产铁3147t,16日产铁4248.45 t,利用系数为2.125,实现了快速达产的目标。16日夜班6:00提负荷到3.394,准备喷煤,16日10:20喷煤8t/h,标志着开炉成功,炉况恢复。开炉以来的渣铁排放情况见表3。
复风以来,随着冶炼强度的逐渐提高,炉墙温度逐渐上升,不断恢复冷却系统冷却水流量,保持冷却效果。根据炉况进展情况不断提高冶炼强度,炉况恢复阶段的负荷调整情况见表4。
4 喷涂造衬存在的问题及成功开炉复产的经验
2004年10月8日降料面至风口和喷涂比较成功。此次对炉顶洒水系统进行改进,具体措施是从风口小套的排污管I)N80上接1根DN80水管到炉顶以确保炉顶洒水压力,还从槽下顺着主皮带通廊引1根高压水管到炉顶洒水平台,改进后的12支洒水管从炉喉洒水孔插入,每只洒水管上打5 mm的孔,孔距30 mm,分4排,每支洒水管共打372个洒水孔,使得整个过程比较顺利。

空料线降料面到风口平面,采用全焦开炉在昆钢是首次,6号高炉仅用了10余小时就实现安全快速降料面到风口平面,仅用了30余小时就将炉况恢复正常,达到快速达产的目标。
4.1 封炉要求
封炉前认真检查冷却系统工作情况,确保封炉期间冷却器不漏水进入炉内,确保封炉期间不得有空气进入炉内。计算好冶炼周期休风,封炉工作要认真细致,封炉时要严格按封炉规程执行。封炉料按实际天数的1.5倍计算,封炉焦比1.2 t/t,正常料0.7 t/t,CaO/SiO2=0.95,[Si]=2.0%,铁水温度≥1470℃,空焦按炉腰体积计算。
4.2封炉工作注意事项
封炉前一天准备好有水炮泥、黄沙。检查深探尺是否工作正常,从炉后沿主皮带通廊临时搭建1根生活水管(皮管)至检修方孔大平台。封炉时皮带、中间斗及料罐要腾空。封炉前二个班腾空1个仓装入15t高炉水渣盖料面用。预休风1次,安装炉顶洒水管,检查深探尺。安排专人从上到下沿高炉圆周方向,检查炉壳有无煤气泄露,并作好标记,填写在高炉操作日报上,同时对冷却系统进行认真检查,有漏水的应尽早更换、处理。
4.3降料线操作
封炉之前要保证高炉炉况顺行、炉温充沛。可适当提高炉温,改为全焦冶炼,[Si]=0.5%~0.6%,铁水温度≥1450℃,封炉前最后一炉铁[Si]控制在1.0%左右。可适量调整块矿或球团矿用量,逐步降低炉渣碱度至0.95~1.0,确保封炉前炉渣碱度不大于1.0。加封炉料前8h适当缩矿批,同时退负荷。降料面前2 h加净焦180t。将开口机角度提高2°,保证封炉前的几炉铁都要放净渣铁。开始降料面到理论位置时,封炉前最后一炉铁放完后要大吹铁口5 min左右,待渣铁流尽,按长期休风规程操作。休风完毕后加入1批块矿,然后再加水渣盖料面,放净主沟的残铁。除检修校正的风口外,其余堵严(风口校正完毕后应立即堵严),风口周围用黄沙捣严。休风1 h后可将冷却水量减到原来的1/2。休风后将炉壳上杂物及灰清理干净,炉壳上有漏气点则应处理、堵死。
4.4降料面操作要点
停止上料后,炉顶要通蒸汽。随着料线下降,炉顶温度逐渐升高,开始从炉顶打水冷却,打水要均匀适量,控制炉顶温度在350℃以内,H2含量<6%。在无爆震的情况下,尽量使用大风量。随着料面的下降,逐步酌情减风或减风温,避免炉顶温度升高。空料线过程中每30rain做一次煤气分析。空料线过程视情况由指挥组决定测一次料线,测量速度要快,以防烧坏探尺。在空料过程中,若发生爆震、炉顶着火、炉墙塌落等现象,要适当减风和调节水量,但不能减风到零。在空料过程中,应尽量避免休风,必须时,先停打水,炉顶点火后休风。在空料线过程中,铁口角度和孑L道逐步加大,力争再次放净渣铁。停炉前最后一次铁要与空料线操作紧密配合。料线空到位置时,铁口已大喷,渣铁已放净。
4.5封炉后开炉操作要点
开风前由l~2个班安排准备原燃料、苏打。检修完毕后,按规定试车并验收合格后,通知高炉准备复风,复风操作按长期休风后复风操作规程进行。复风送风风口数按隔一堵一送风,保证足够的鼓风动能,风压0.22~0.25MPa,风温大于800℃。复风前应对冷却系统作一次全面检查,并全面测量水温差一次。复风料仍按停风料加入。复风后由指挥组临时决定放第一炉铁的时间。
4.6开炉前的准备工作
(1)喷涂结束后,从风口将反弹料扒除,越干净越好。用一定的风温进行24 h烘炉。准备足够数量的黄沙、焦末、捅条、烧氧气用的焊管、钎子、铁铲、大锤、烧氧气用的胶皮管、准备大直径钻头(Ф80~Ф100mm)、准备一定数量的粘土砖等耐材和保温料、准备足够数量的有水堵泥供使用、准备纯碱5 t,用于高硫铁的补救处理、准备木材30t,莹石100t及一定数量的硅石、白云石。
(2)炉前工作。由于休风时间长,炉内积存的渣铁和炉缸焦炭随着温度下降凝固在一起,复风后短时间内很难将铁口区加热熔化。因此,炉前准备工作是否充分和到位将直接关系到开炉后的炉况恢复进度和效果,从这个意义上讲炉前的工作在事故状态时比炉内操作更重要。
(3)高炉复风前炉前应事先把3个铁口的准备工作做完,3个铁口都应具备出铁条件。但是因为只有1号铁口具备放干渣的条件,所以开炉复风后的出铁工作由l号铁口承担,2、3号铁口有喷吹煤气火加热炉缸和备用铁口的作用。复风前几小时就要动手把3个铁口都打开。具体操作是:各铁口先用击100 mm的大钻头用开口机开至深度700~800 mm时退出,然后改用管氧烧至见焦炭。烧氧气时要尽量保持零角度,烧到深度大于2200mm后要尽量使氧管头朝上烧。烧氧气的过程中,如果遇到铁口有渣铁流出情况可停止烧进,然后用有水炮泥将该铁口堵上即可。
(4)1号铁口按放干渣要求进行准备。出铁过程中要竭尽全力保持铁口孑L道的通畅,必要时工长应积极组织人员用捅条掏铁口,保证及时、有效、干净地排放完炉内渣铁,积极创造炉况恢复的条件。
(5)开风前要组织把漏水的风口中、小套完全更换完毕,并按规定堵好复风时不使用的风口(一定要保证堵严、堵牢)。更换小套时丁长要注意观察炉内的结渣和温度情况。如果恰好是铁口上方的风口小套,可考虑更换时在小套前端填人一定量的工业盐(食盐也可)。
5 开炉
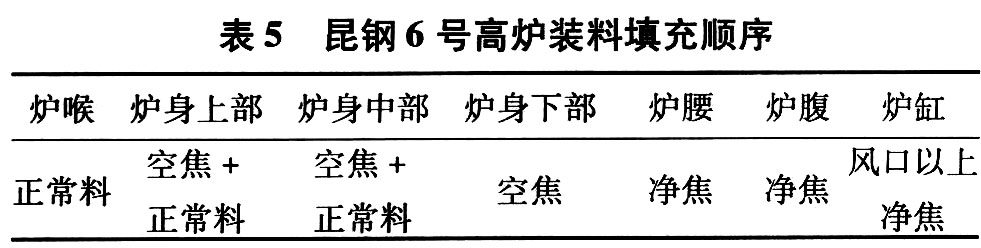
(1)开炉料。开炉总焦比2.6 t/t,正常料焦比0.78 t/t,二元碱度0.95,焦批重12.0t,料线1.20m,装料填充顺序见表5。
(2)复风准备。作为炉内操作要素的送风制度的确定是复产的关键问题。鉴于停炉时间太长,特制定主要送风参数,风口数量:14个。l号铁口上方开2个风口,其余风口隔一个堵一个,堵死的风口一定要确认堵严、堵牢。送风时风量使用正常风量的60%左右,按每小时14~15万m3控制;风压视送风后的料柱透气性和炉顶温度的上升速度决定,用风的原则是尽可能的使用较大的鼓风动能,加快炉缸活跃的进程。热风是补充高炉下部热量最直接的手段,同时高风温还可以提高鼓风动能,所以复风尽可能的使用高风温,视热风炉的蓄热情况风温控制在950~1000℃。所有风口中、小套冷却水全部打开,再次确认无漏水,如还有漏水情况必须更换后才能复风。炉体其余各部位冷却器的冷却水量暂时不能恢复到全水量,尤其是炉缸的冷却槽板和炉底水冷管的水量更应该暂时维持较小水量,炉腹、炉腰高热
负荷部位可以适当增加水量。复风后要严密监视炉体各部位的温度情况,视情况有计划地逐渐增加各部位的水量。增加送风风口速度,出铁基本正常(渣铁流动顺畅)后,高炉又具备加风的条件,视情况逐渐降温和捅开风口。
(3)点火送风。装料完毕,整个系统设备运转正常,高炉具备点火送风条件,由开炉领导小组发布点火送风命令,送风操作按《冶炼岗位操作技术规程》中的复风规定进行。
6 结语
(1)降料面工作组织到位,准备工作充分合理,炉顶打水量压力稳定,水量充足。
(2)渣铁排放是否干净将直接影响到复风后炉况的恢复进程。这次6号高炉的渣铁排放是干净的,仅开风几分钟就有煤气喷出,1h后2个铁口都有少量渣喷出,为快速开炉奠定了基础。
(3)结束后,对炉内料面进行彻底清理,完全露出红焦,对中小套边缘用堵泥糊好,避免开炉初期中小套周围窝渣铁而烧坏中小套,减少炉况恢复期的休风。
(4)长期休风后的冷却制度合理以否,将直接影响着高炉的顺利恢复。
(5)开炉料的计算装料是否正确,各项调剂是否合理到位,将直接影响着炉况的恢复进程。
- 上一篇:红钢3号1350 m3高炉开炉实践 下一篇:三钢2号高炉大修停炉操作实践
- [腾讯]
- 关键字:无





