
 加入收藏
加入收藏 首页
首页
缓冷坑对堆垛过程铸坯温度变化的影响
浏览:次|评论:0条 [收藏] [评论]
缓冷坑对堆垛过程铸坯温度变化的影响赵新宇1,2刘 洋1,2,王玉龙3赵晶3,谢翠红3(1 首钢集团有限公司技术研究院 北京 100043;2 北京市能源用钢工程技术研究中心 北京 100043;3 首…
缓冷坑对堆垛过程铸坯温度变化的影响
赵新宇1,2 刘 洋1,2,王玉龙3 赵晶3,谢翠红3
(1.首钢集团有限公司技术研究院 北京 100043;2. 北京市能源用钢工程技术研究中心 北京 100043;3.首钢京唐钢铁联合有限责任公司钢轧部 河北 唐山 063200)
赵新宇1,2 刘 洋1,2,王玉龙3 赵晶3,谢翠红3
(1.首钢集团有限公司技术研究院 北京 100043;2. 北京市能源用钢工程技术研究中心 北京 100043;3.首钢京唐钢铁联合有限责任公司钢轧部 河北 唐山 063200)
摘 要:缓冷坑用来减缓铸坯的冷却速率,从而促进铸坯内的氢释放和应力释放,本文通过对比正常堆垛和缓冷坑堆垛内的铸坯温度变化,从而得到铸坯冷却过程的温度曲线和冷却速率,全文得到以下结论:铸坯下线温度在500~600℃之间,36h冷却后,正常缓冷堆垛的铸坯温度在155~290℃之间,缓冷坑堆垛的铸坯温度在265~340℃之间。正常缓冷条件下,铸坯的冷却速率在9.0~10.1℃/s之间,缓冷坑冷却速率在5.0~8.7℃/h之间,通过拟合得到缓冷坑内铸坯的等效降温速率为6.4℃/h,正常堆垛铸坯的等效降温速率为9.2℃/h。
关键词:铸坯缓冷; 缓冷坑; 正常堆垛; 冷却速率; 降温曲线
Effect on slab temperature change of slab stack during cooling process in slow cooling pit
Zhao Xinyu1,2, Liu Yang1,2 Wang Yulong3 Zhao Jing3and Xie Cuihong3
(1 Plate Technology Department,Shougang Research Institute of Technology,Beijing,100043;2 Beijing Engineering Research Center of Energy Steel,Beijing,100043;3 Shougang Jingtang United Iron&Steel Co., Ltd, Tangshan Hebei,Tangshan,063200)
Abstract: The slow cooling pit is used to slow down the cooling rate of the slab, so as to promote the release of hydrogen and stress in the slab. In this paper, the temperature curve and cooling rate of the slab cooling process are obtained to compare the temperature changes of the slab in the normal stacking and the slow cooling pit stacking. The conclusion is as follows: the offline temperature of the slab is between 500 ~ 600 ℃, and the temperature of the slab in the normal slow cooling stacking after 36h cooling about 155-290 ℃, the slab temperature of slow cooling pit stack is 265-340 ℃. Under the normal slow cooling condition, the cooling rate of slab is between 9.0 ~ 10.1 ℃ / s, and the cooling rate of slow cooling pit is between 5.0 ~ 8.7 ℃ / h. Through fitting, the equivalent cooling rate of slab in slow cooling pit is 6.4 ℃ / h, and the equivalent cooling rate of normal stacking slab is 9.2 ℃ / h.
Key words: slow cooling of slab; slow cooling pit; normal stack; cooling rate; cooling curve
1前言
随着客户对产品内部质量要求的日益增加,铸坯堆垛越来越受到大家的重视。铸坯堆垛主要可以达到两个目的:其一是释放铸坯中的氢,可以减少最后钢材中的氢致白点、提高成品的探伤合格率、防止延迟氢致裂纹;其二是释放铸坯中的应力,尤其适用于高碳当量、高合金含量的模具钢、轴承钢、合金结构钢等的产品,在不具备热送条件下进行堆冷。[1]-[3]
铸坯堆冷的方法主要有两种:一种是正常堆垛缓冷,即把热铸坯堆放在堆垛场地,利用铸坯的热量缓慢冷却至室温;另一种是使用另加保温的手段进行缓冷,如缓冷坑、缓冷罩等。[4]
铸坯缓冷对氢释放作用的研究,有诸多报道,其主要是利用氢在高温铸坯中具有较好的扩散系数,使得铸坯中的氢快速扩散至饱和浓度,当铸坯温度低于200℃左右时,氢的扩散能力降低,对于氢释放效果有限。[5]但由于固体中氢的含量无法准确测量,因此使用数值模拟的方法研究堆垛过程中氢的扩散成为热门话题之一。[6]-[9]而氢扩散的模拟就要求知道实际铸坯堆垛过程中的温度变化,因此本文通过对比正常堆垛缓冷和缓冷坑缓冷过程中的铸坯温度变化进行实际测量,得到三维的铸坯变化曲线,包括不同时间、不同层数、不同堆垛方式下的铸坯温度变化,为研究缓冷坑堆垛效果、氢扩散计算等提供数值依据。同时可以对比缓冷坑和正常缓冷对铸坯冷却的影响。
2试验方案
2.1 试验目的
为了对比正常缓冷和堆垛缓冷过程中的铸坯温度变化,使用手持测温枪,对铸坯不同层数、不同时间下的温度进行测量,以研究缓冷坑的保温效果,同时还可以为氢释放数值模拟提供对比数值。
2.2 试验钢种及规格
钢种成分如所示表1所示,钢种为Q235B。
关键词:铸坯缓冷; 缓冷坑; 正常堆垛; 冷却速率; 降温曲线
Effect on slab temperature change of slab stack during cooling process in slow cooling pit
Zhao Xinyu1,2, Liu Yang1,2 Wang Yulong3 Zhao Jing3and Xie Cuihong3
(1 Plate Technology Department,Shougang Research Institute of Technology,Beijing,100043;2 Beijing Engineering Research Center of Energy Steel,Beijing,100043;3 Shougang Jingtang United Iron&Steel Co., Ltd, Tangshan Hebei,Tangshan,063200)
Abstract: The slow cooling pit is used to slow down the cooling rate of the slab, so as to promote the release of hydrogen and stress in the slab. In this paper, the temperature curve and cooling rate of the slab cooling process are obtained to compare the temperature changes of the slab in the normal stacking and the slow cooling pit stacking. The conclusion is as follows: the offline temperature of the slab is between 500 ~ 600 ℃, and the temperature of the slab in the normal slow cooling stacking after 36h cooling about 155-290 ℃, the slab temperature of slow cooling pit stack is 265-340 ℃. Under the normal slow cooling condition, the cooling rate of slab is between 9.0 ~ 10.1 ℃ / s, and the cooling rate of slow cooling pit is between 5.0 ~ 8.7 ℃ / h. Through fitting, the equivalent cooling rate of slab in slow cooling pit is 6.4 ℃ / h, and the equivalent cooling rate of normal stacking slab is 9.2 ℃ / h.
Key words: slow cooling of slab; slow cooling pit; normal stack; cooling rate; cooling curve
1前言
随着客户对产品内部质量要求的日益增加,铸坯堆垛越来越受到大家的重视。铸坯堆垛主要可以达到两个目的:其一是释放铸坯中的氢,可以减少最后钢材中的氢致白点、提高成品的探伤合格率、防止延迟氢致裂纹;其二是释放铸坯中的应力,尤其适用于高碳当量、高合金含量的模具钢、轴承钢、合金结构钢等的产品,在不具备热送条件下进行堆冷。[1]-[3]
铸坯堆冷的方法主要有两种:一种是正常堆垛缓冷,即把热铸坯堆放在堆垛场地,利用铸坯的热量缓慢冷却至室温;另一种是使用另加保温的手段进行缓冷,如缓冷坑、缓冷罩等。[4]
铸坯缓冷对氢释放作用的研究,有诸多报道,其主要是利用氢在高温铸坯中具有较好的扩散系数,使得铸坯中的氢快速扩散至饱和浓度,当铸坯温度低于200℃左右时,氢的扩散能力降低,对于氢释放效果有限。[5]但由于固体中氢的含量无法准确测量,因此使用数值模拟的方法研究堆垛过程中氢的扩散成为热门话题之一。[6]-[9]而氢扩散的模拟就要求知道实际铸坯堆垛过程中的温度变化,因此本文通过对比正常堆垛缓冷和缓冷坑缓冷过程中的铸坯温度变化进行实际测量,得到三维的铸坯变化曲线,包括不同时间、不同层数、不同堆垛方式下的铸坯温度变化,为研究缓冷坑堆垛效果、氢扩散计算等提供数值依据。同时可以对比缓冷坑和正常缓冷对铸坯冷却的影响。
2试验方案
2.1 试验目的
为了对比正常缓冷和堆垛缓冷过程中的铸坯温度变化,使用手持测温枪,对铸坯不同层数、不同时间下的温度进行测量,以研究缓冷坑的保温效果,同时还可以为氢释放数值模拟提供对比数值。
2.2 试验钢种及规格
钢种成分如所示表1所示,钢种为Q235B。
表1 测温钢种成分
| C | Si | Mn | P | S | |
| Q235B | 0.14 | 0.25 | 0.5 | 0.015 | 0.005 |
铸坯规格为:厚度220mm,宽度1600mm,每块铸坯长度在3000~5000mm之间。
2.2试验方法
使用手持测温枪,测量温度范围为-25℃~1600℃。
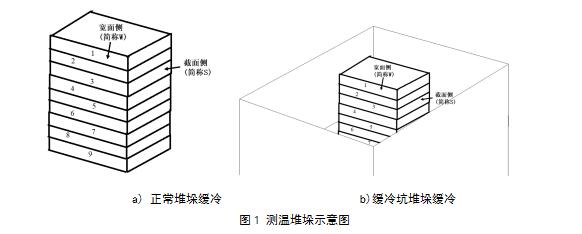
对正常堆垛缓冷和缓冷坑缓冷的连铸板坯的温降过程进行测量,堆垛均为9块堆垛,其堆垛示意图如图所示,分别测量宽面侧和截面侧的温度,测量层数分别为第1层、第5层和第9层。
3结果讨论与分析
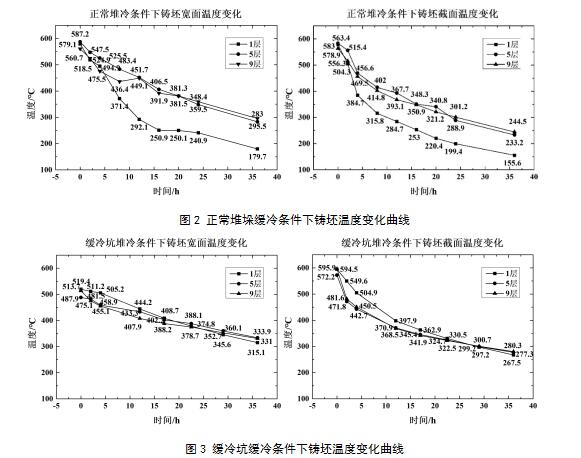
正常堆垛缓冷条件下铸坯的宽面温度和截面温度的变化曲线如图2所示,从图上可以看出,铸坯下线温度均在560~580℃之间,随着时间的推移,第1层的铸坯温降速率明显高于其他层,36h以后,第一层铸坯的宽面和截面温度分别达到179.7℃和155.6℃,而第5层和第9层的铸坯的宽面和截面温度在36小时达到283℃、295.5℃和244.5、233.2℃。
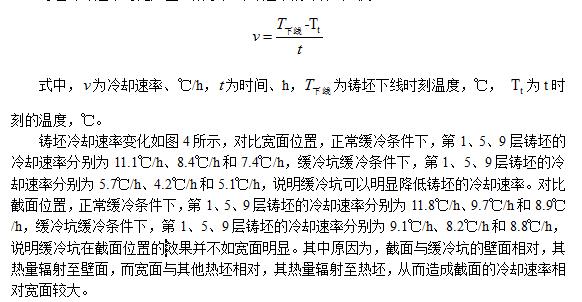
缓冷坑缓冷条件下铸坯的宽面温度和截面温度的变化曲线如图3所示,从图上可以看出,铸坯下线温度时,宽面温度达到510℃左右,而截面温度在590℃左右,随着时间的推移,第1层、第5层和第9层的温度区别不大,当36h小时,铸坯宽面和截面温度为315.1、331、333.9℃和267.5℃、277.3℃和280.3℃。
铸坯冷却速率对比如图4所示,冷却速率的计算公式为
将冷却速率平均可以得到,在铸坯宽面上,正常缓冷冷却平均速率为9.0℃/h,缓冷坑冷却平均速率为5.0℃/h;在铸坯截面上,正常缓冷冷却平均速率为10.1℃/h,缓冷坑冷却平均速率为8.7℃/h。
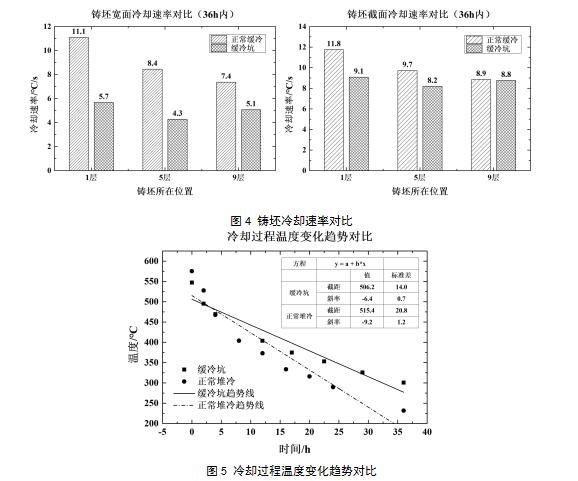
将不同层数、不同截面的温度值进行平均,从而对比缓冷坑缓冷和正常堆垛缓冷的温度变化趋势,如图5所示,并对温度进行拟合,可以得到拟合曲线,从而可以发现缓冷坑内铸坯的冷却速率明显小于正常堆垛缓冷,说明缓冷坑对铸坯有较好的保温作用。并得到如下拟合曲线:

4结论
缓冷坑用来减缓铸坯的冷却速率,从而促进铸坯内的氢释放和应力释放,本文通过对比正常堆垛和缓冷坑堆垛内的铸坯温度变化,从而得到铸坯冷却过程的温度曲线和冷却速率,全文得到以下结论:
1、铸坯下线温度在500~600℃之间,36h冷却后,正常缓冷堆垛的铸坯温度在155~290℃之间,缓冷坑堆垛的铸坯温度在265~340℃之间。
2、在铸坯宽面上,正常缓冷冷却平均速率为9.0℃/h,缓冷坑冷却平均速率为5.0℃/h;在铸坯截面上,正常缓冷冷却平均速率为10.1℃/h,缓冷坑冷却平均速率为8.7℃/h。
3、通过拟合,可以得到铸坯冷却的降温曲线,并可以得到缓冷坑内铸坯的等效降温速率为6.4℃/h,正常堆垛铸坯的等效降温速率为9.2℃/h。
参考文献
[1] 王卫华,李战军,初仁生等.厚规格高合金钢坯堆垛缓冷工艺开发[J].炼钢,2019,35(05):57-62.
[2] 路坦,陈艳,倪修华,江中块.55钢铸坯堆垛过程热-力耦合数值分析[J].热加工工艺,2016,45(15):91-94.
[3] 刘小军,李惠蝶.提高中厚板连铸坯内部质量的工艺优化研究[J].宽厚板,2014,20(06):26-29.
[4] 李万国,王庆,张红令等.连铸后工序铸坯温度与冷却控制[J].连铸,2016,41(06):31-36.
[5] 刘宗昌,杨慧,李文学等.去氢退火工艺的设计及应用[J].金属热处理,2003(03):51-53.
[6] 王卫华,李战军,初仁生等.堆冷方式下板坯氢扩散效果[J].钢铁,2019,54(11):49-55.
[7] 杨东,许少普,黄红乾等.钢板中氢扩散的数值模拟[J].钢铁研究,2016,44(01):19-23.
[8] 王卫华,王文军,刘洋等.250~320 mm连铸板坯堆垛缓冷过程仿真计算[J].特殊钢,2013,34(01):13-15.
[9] 朱志远,宁林新,王国连.板坯氢含量控制和中心碳偏析改善研究[J].钢铁,2006(10):32-34+38.





