
 加入收藏
加入收藏 首页
首页
500万吨带式球团工艺风机控制系统优化的研究
来源:2019年第七届炼铁对标、节能降本及新技术研讨会论文集|浏览:次|评论:0条 [收藏] [评论]
500万吨带式球团工艺风机控制系统优化的研究陈智辉李国翔李志强肖志刚张建亭(包钢股份稀土钢炼铁厂,内蒙古自治区,包头市,014010)摘 要:500万吨带式球团共有五台工艺风机,用来控制焙烧…
500万吨带式球团工艺风机控制系统优化的研究
陈智辉 李国翔 李志强 肖志刚 张建亭
(包钢股份稀土钢炼铁厂,内蒙古自治区,包头市,014010)
陈智辉 李国翔 李志强 肖志刚 张建亭
(包钢股份稀土钢炼铁厂,内蒙古自治区,包头市,014010)
摘 要:500万吨带式球团共有五台工艺风机,用来控制焙烧过程中风量和热量的平衡,属于球团生产的核心设备,其运行状态直接影响焙烧过程稳定性和成品球团质量。工艺风机发生故障后会直接导致停产,且恢复时间长,对生产影响很大。在生产和设备维护过程中发现目前工艺风机存在一些问题和事故隐患,针对这些问题进行控制系统优化,有利于设备稳定运行,减少故障率,保证500万吨带式球团稳定生产。
关键词:球团;工艺风机;控制系统;优化
Control System Optimization Research on Process Fans of Five Billion Pellet Plant
CHEN Zhi-hui, LI Guo-xiang, LI Zhi-qiang, XIAO Zhi-gang, ZHANG Jian-ting
(Rare Earth Steel Ironworks of Baotou Steel Group, Baotou, 014010, Inner Mongolia, China)
Abstract: There are five process fans in the 5 billion pellet plant, which are the core equipment of process production used to control the balance of air volume and heat during indutation process. The running status of process fans have direct influence of induration process and product pellet quality. It will take a long time after fans have fault and reset. In this case, control system optimization is conductive to the stability of the equipment and satisfied the production requirement.
Key words: Pellet; Process Fan; Control System; Optimization
1 工艺风机简介
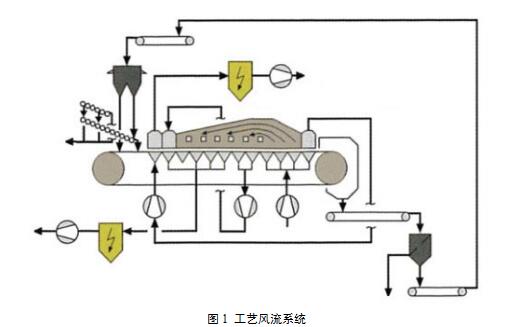
500万吨带式球团生产工艺,设备可靠,对原料适应性强,产品质量高,环境清洁[1]。其焙烧系统由德国Outotec设计,使用五台工艺风机,用来控制焙烧过程中的风量和热量平衡。工艺风流系统为:冷却风机吸入环境空气鼓入一冷段和二冷段;二冷段的热风通过鼓干鼓风机送至鼓风干燥段使用;一冷段的热风通过直接同流换热原理进入到均热、焙烧、预热段做助燃气体;均热、焙烧段的废气通过回热风机循环到抽风干燥段使用;鼓风干燥段、抽风干燥段、预热段的废气由静电除尘净化后通过烟囱排入大气[2]。静电除尘器收集的灰尘返回配料使用。这种工艺风流系统充分回收利用焙烧系统高温烟气的物理显热,最大限度的利用热能,降低球团的热耗[3]。
鼓干鼓风机、主引风机、回热风机由豪顿华(Howden)提供,鼓干排风机、冷却风机由四平金丰提供。工艺风机全部采用高压变频技术,降低电耗,其高压变频器均由东芝三菱电机(TMEIC)提供。每台风机设有一个润滑站,主要包含两台润滑泵(1备1用),两台高压泵(1备1用,),温度检测和振动检测点,流量开关,风门执行器和加热器等。风机控制系统使用罗克韦尔(AB)1769系列,通过ControlNet与焙烧系统通讯。焙烧系统发送油泵的启停信号和风门执行器的开度给定到风机检测柜,风机检测柜发送风机允许启动,风机运行反馈,风机综合报警和连锁跳闸信号,风门执行器的开度反馈,以及各种模拟量检测信号到焙烧系统。
2 工艺风机控制系统优化
2.1 工艺风机现状及问题
500万吨带式球团工艺风机检测柜控制系统使用AB-1769系列PLC,通过ControlNet与焙烧系统通讯,检测柜和变频器以及焙烧系统和变频器之间有硬线连接,控制风机的启停。风机启动时,需要先从主控画面给风机检测柜发油泵启动信号,选中的润滑泵运行一段时间流量正常后启动高压泵,高压泵运行一段时间流量和压力正常后,将风机允许启动信号发送给焙烧系统和变频器,焙烧系统接受到风机允许启动信号后,如果变频器已经就绪,可以给变频器发送启动信号,变频器正常启动后将运行反馈信号发送回风机检测柜。风机正常停止时通过画面给变频器发送停止信号,风机检测柜检测到跳闸连锁条件后,给焙烧系统和变频器发送跳闸信号,焙烧系统接收到风机检测柜的跳闸信号后也会给变频器发停止信号。风机正常运行时采用PID自动调速,根据对应区域的温度或压力变化对风机变频器进行调速,以满足工况需求。在使用和日常维护过程中发现目前控制系统存在以下问题隐患:
(1)风机检测柜与焙烧过程站之间通讯使用的同轴电缆总体铺设距离达到ControlNet通讯传输距离的临界值(1km),通讯信号受到影响,不稳定。
(2)风机操作画面包含英文,不够直观,无法清楚判断风机启动条件是否满足及发生故障跳车的具体原因。
(3)风机检测柜和焙烧系统都对风机进行控制,逻辑控制重复、繁琐,发生故障需要同时排查两套PLC,处理故障效率低。
(4)风机的控制程序复杂,不够简洁,发生故障停车后报警和故障信息没有记忆功能,故障原因排查困难。
(5)变频器电气控制回路存在缺陷,多个信号串联发生故障时无法区分,变频器故障记录不全面。
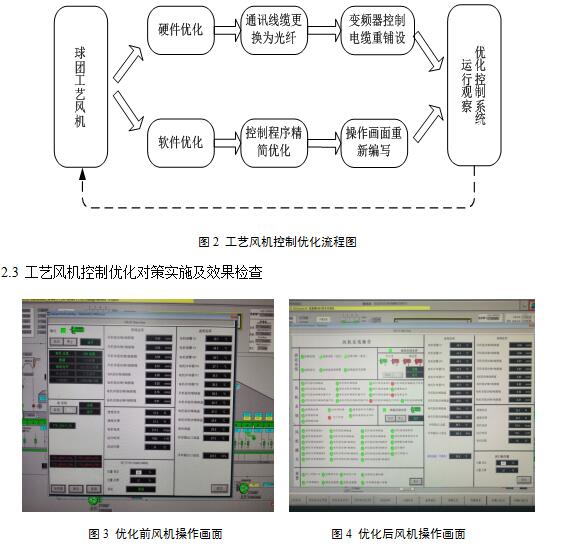
2.2 工艺风机控制优化方案
针对以上问题,计划对球团工艺风机控制系统进行优化。经过现场调研、技术研讨,制定出了改造方案如下:
(1)更换通讯线缆,在风机检测柜和焙烧过程站之间铺设光纤,替换原来使用的同轴电缆,消除通讯隐患。
(2)重新编写操作画面,全面显示风机运行状态和故障报警信息,方便工艺人员操作及点检人员的排查、处理故障。
(3)调整风机控制方式,将风机的逻辑控制全部做到风机检测柜内,包括模拟量检测信号,风机的启动停止,综合报警和连锁跳闸。焙烧系统只负责风机的速度控制,并对模拟量检测信号进行显示监控。
(4)优化风机控制程序,在保证原控制功能不变的前提下精简程序,对报警和故障信息增加记忆功能,保证在发生故障后第一时间排查原因。
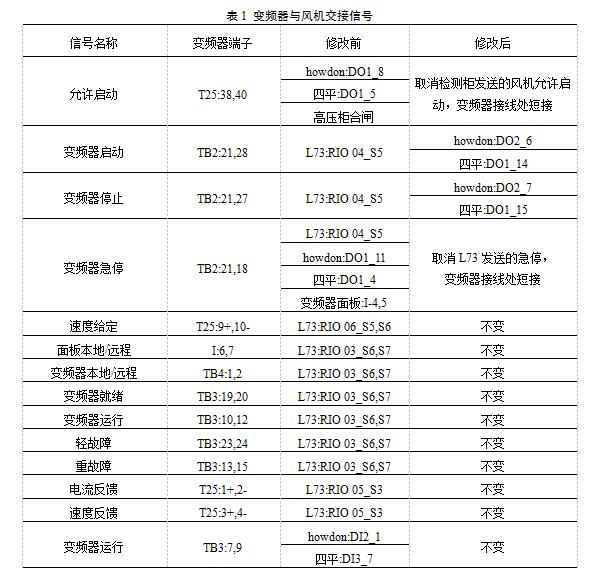
(5)变频器和风机检测柜及焙烧系统接口整理,取消风机检测柜发送的风机允许启动信号,取消焙烧系统发送的风机急停信号,使交接信号清晰,简明。
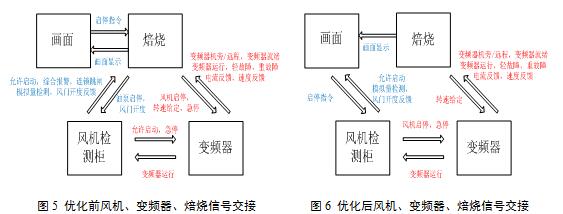
上图3是优化前风机操作画面,图4是优化后风机操作画面。两幅操作画面对比可以看出,优化后风机操作画面左半部分由油站系统、风机系统、风机跳车、报警四块组成;右半部分为风机温度、振动等模拟量显示及运行时电机参数监控。当油站、风机允许启动变为绿色(需相应栏里所有状态点均为绿色时,允许启动才会满足条件)可以启动油系统及风机系统。当有故障跳车时,跳车点变为红色并记录,需要点复位按键才可消掉。
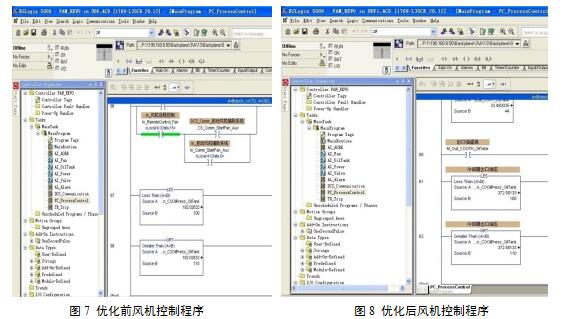
上图为改造前后焙烧系统、风机检测柜、变频器和上位操作画面之间信号传递,其中蓝色为网络通讯信号,红色为硬接线信号。从图中可以看出,改造前控制变频器启动与停车的地方有两个,风机检测柜中采集模拟量信号做风机故障跳车,直接控制变频器动作;焙烧系统通过通讯采集到风机模拟量状态值后做逻辑,来控制变频器的启停。两方面在逻辑上基本相同,都用模拟量跳车点来做控制。改造后风机检测柜采集到风机模拟量状态值后做逻辑,来控制变频器的启停;焙烧系统只控制风机的转速给定,对于模拟量状态值只做画面显示,改造后控制精简,故障点减少,方便故障排查。
如图所示,我们以鼓干鼓风机的控制程序为例,在保留原控制功能的前提下,对控制程序进行精简和优化,使得原来较为繁琐的程序更加简单可靠,同时对报警功能进行了升级。左侧为原程序有98行,右侧精简后只有62行。
对于变频器和风机检测柜以及焙烧系统的接口整理,主要目的是取消多余的信号传递,使交接信号简单明了,易于排查故障。
3 总结
工艺风机属于500万吨带式球团生产工艺的核心设备,其运行状态直接影响焙烧过程稳定性和成品球团质量[4]。风机发生故障直接导致停产,且恢复生产时间较长,因此其稳定运行十分重要[5]。针对目前存在的问题和事故隐患,进行改造后能够彻底避免由于通讯故障导致的停机,同时减少故障点,排查和处理问题效率大大提高,程序和操作画面优化后有利于设备稳定运行,减少故障率。目前球团工艺风机控制优化工作已经完成,现场使用效果良好。下一步计划在日常生产过程中与工艺和设备人员进行沟通,听取更多合理化建议,不断优化,争取使球团工艺风机控制系统更加完善,同时将优化经验进行推广。
参考文献:
[1] 谢海波.带式焙烧机设计生产要点与球团矿产质量关系[J].中国冶金,2015,8:24-27.
[2] 利敏,王纪英,李祥.我国带式焙烧机技术发展研究与实践[C].第八届中国钢铁年会论文集.中国北京:2011:4314-4321.
[3] 刘丕亮,臧日浩,崔桂梅等.带式焙烧机焙烧温度分析研究[J].烧结球团,2018,2:29-32.
[4] 常涛.带式焙烧机工艺风机功能概述[J].山西冶金,2016,4:116-117.
[5] 智谦,韩志国,易毅辉.包钢624m大型带式焙烧机设计创新与应用[J].中国冶金,2017,4:35-37.





