
 加入收藏
加入收藏 首页
首页
板坯结晶器非正弦振动参数优化
来源:2019全国高效连铸应用技术及铸坯质量控制研讨会论文集|浏览:次|评论:0条 [收藏] [评论]
板坯结晶器非正弦振动参数优化刘志远,田宝义,王重君,丁宁,陈长芳,张杰(唐钢中厚板材有限公司)摘 要 基于现场拉速提高后中碳钢、低合金钢等铸坯表面产生裂纹缺陷这个问题,对镭目非正弦…
板坯结晶器非正弦振动参数优化
刘志远,田宝义,王重君,丁宁,陈长芳,张杰
(唐钢中厚板材有限公司)
摘 要 基于现场拉速提高后中碳钢、低合金钢等铸坯表面产生裂纹缺陷这个问题,对镭目非正弦振动系统进行优化,优化后振动参数随拉速波动变化平稳,振幅能够随着拉速相应调整,保护渣消耗量增加0.3-0.5kg/t,负滑脱时间稳定在0.18s,负滑动比率稳定在36%左右,铸坯脱模效果及表面质量明显提高。
关键词 非正弦振动;拉速;振动参数
Non-sinusoidal vibration parameters optimization of the slab crystallizer
Liu Zhiyuan Xu Jianfei Cheng Juguang Wang Chongjun
Chen Changfang
(Tang Shan Heavy Plate Co.Ltd. )
Keywords Non-sinusoidal vibration Castiing speed Vibration parameters
2结晶器振动参数
0引言
结晶器非正弦振动是高效连铸的核心技术之一[1],随着连铸-热装轧制和连铸-直接轧制工艺技术的发展,连铸生产节奏大幅加快,要求在提高拉速的同时保证铸坯质量,这对结晶器振动装置及控制技术提出了更高的要求[2]。而非正弦振动与正弦振动相比具备负滑动时间短、正滑动时间长、负滑动量大、正滑动速度差小, 不仅可实现振幅和正、负滑脱比例的在线调整,还有利于保护渣向结晶器壁和铸坯之间缝隙均匀渗透,可显著改善结晶器内壁的润滑效果,减轻铸坯表面振痕深度,减少拉裂、拉漏并提高铸坯表面质量,为连铸生产提供保证[3-4]。
河钢唐钢钢铁(集团)中厚板公司3号连铸机为直弧型单流板坯连铸机, 其结晶器振动采用镭目公司非正弦振动系统,随着生产节奏提高,拉速提高,保护渣消耗量减少,原有振动参数已经不能满足现场高拉速要求,生产普通中碳钢、低合金钢种伴随着较深的振痕,振痕波谷处伴随相应的铸坯横裂纹。我们通过对保护渣性能优化,并结合现场实际对非正弦振动参数调整,提高了保护渣消耗量,减少铸坯振痕深度,有效的提高铸坯的质量。
1 基本构成及工作原理
1.1工作原理
镭目结晶器非正弦振动系统利用了目前成熟先进的计算机技术与大功率数字伺服电动缸。如图1所示,该系统由微计算机计算产生结晶器振动的波形曲线(正弦或非正弦的),按要求将控制量同步送到各电机驱动器,由驱动器去驱动装在振动框架上的大功率数字电动缸,通过控制大功率数字电动缸的运行,使结晶器作相应的运动,按照工艺要求通过对RAM优化函数各个变量取值,结合拉速精确地控制结晶器上下振动,使振动波形保持精确的频率、振幅、负滑脱时间、正滑脱时间、及波形偏斜率等,最终得到满足工艺需求的结晶器振动轨迹。
1.2基本构成
1.2.1电气部分
工控机:研华工控机、显示器、键盘、鼠标、;
PLC :电源模块、数字量输入(DI)模块、数字量输出(DO)模块、模拟量输入(AI)模块、模拟量输出(AO)模块、CPU模块;
控制系统:运动控制器;驱动器;电气柜(断路器、空气开关、开关电源、机柜、继电器、信号隔离器、机柜);
电气箱:操作箱(转换开关、点动按钮、信号指示灯、箱体、自锁按钮);接线箱(电动缸电力电缆连接器、电动缸控制电缆连接器、箱体)
系统电源:三相交流380V,26KVA
1.2.2机械部分
结构形式:数控缸,安装在内弧和外弧侧,作为动力驱动源,直接同步驱动振动台振动。

2.1非正弦振动函数
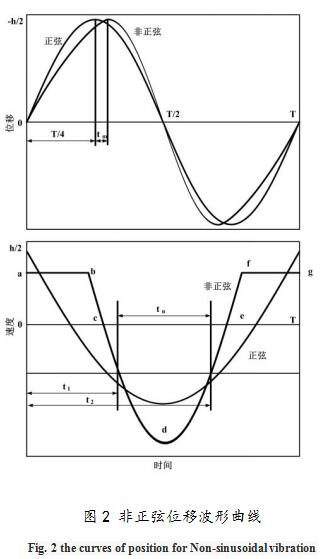
非正弦振动图2,其中非正弦振动速度曲线是水平直线段ab 余弦曲线段bc 正弦曲线段cde 及ef 、水平直线段fe光滑连接而成, 图中tN 为负滑脱时间。该非正弦振动控制是基于正弦振动方式的一种振动, 其振动波形函数可由下式[5] 给出:
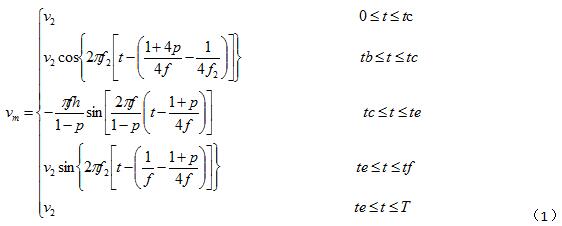
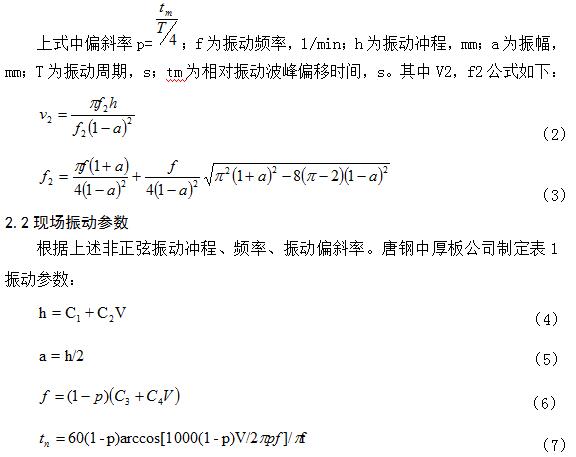
表1非正弦参数对比
Table 1 Non-sinusoidal parameter comparison
| 代表意义 | 振动参数 | 原参数 | 调整后参数 |
| 零拉速振幅 | C1 | 8 | 6 |
| 振幅/拉速 | C2 | 0 | 2 |
| 零拉速下振频 | C3 | 38.5 | 120 |
| 振频/拉速 | C4 | 87.5 | 10 |
| 振动偏斜率 | P | 0 | 0.1 |
保护渣消耗量是评价保护渣润滑性能的重要指标。也是反映振动参数是否合理重要指标。其中,振动参数中的负滑脱时间是影响保护渣消耗量的重要因素,负滑脱时间的长短,决定了保护渣消耗量,进一步影响保护渣在结晶器内润滑作用以及铸坯质量。
Jun-ichi OHTAKE[6]等通过实验证明,液态渣层在一个振动周期内均有流入,且在正滑动时间内流入量比负滑脱时间大。漆鑫、唐萍[7,8]等通过Fluent软件,计算出保护渣在正滑动时间消耗量最大。因此,在一定振动周期内,减少负滑脱时间,增加正滑脱时间可以增加保护渣消耗量。而消耗量过低过高时, 都会导致弯月面处液渣流入不均匀,导致初生坯壳的传热不良,引起铸坯表面缺陷。而保护渣消耗公式如式[9]:

3调整工艺对比
河钢唐钢钢铁(集团)中厚板公司3号直弧型单流板坯连铸机,采用镭目公司非正弦振动系统,随着生产节奏提高,拉速提高,保护渣消耗量减少,原有振动参数已经不能满足现场高拉速要求,生产普通中碳钢、低合金钢种伴随着较深的振痕,振痕波谷处伴随相应的铸坯横裂纹。由图3图4可知,原有振动参数,随着拉速变化振动频率变化明显,振幅不能随着拉速调整相应的变化,负滑脱时间最大波动差值可达0.2s,且原有振动参数最大加速度变化剧烈0.47-3.83m/s2,导致铸坯运行到波峰波谷位置时对振动冲击较大,加大振痕形成的深度,诱发裂纹生成。
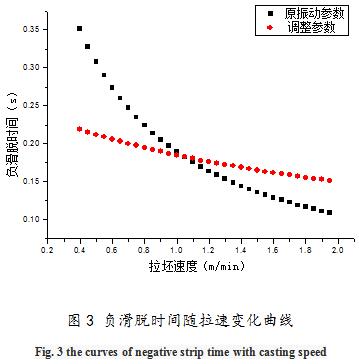
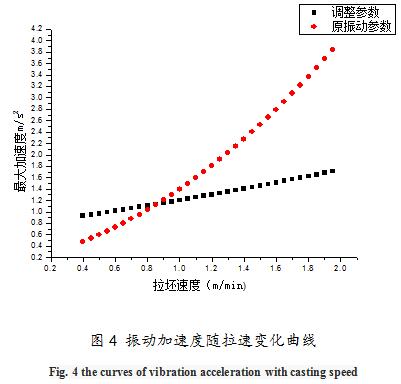
表2 振动参数前后对比
Table 2 Vibration parameters before and after comparison
| 振动方式 | 典型拉速(m/min) | 振频(1/min) | 振幅(mm) | 负滑脱时间(s) | 最大加速度(m/s2) | 保护渣消耗 (kg/t) |
| 原振动参数 | 0.85 | 112.87 | 4.0 | 0.21 | 1.12 | 0.62 |
| 0.95 | 121.62 | 4.0 | 0.19 | 1.29 | 0.58 | |
| 1.05 | 130.37 | 4.0 | 0.18 | 1.69 | 0.55 | |
| 1.60 | 178.50 | 4.0 | 0.13 | 2.79 | 0.47 | |
| 调整参数 | 0.85 | 115.65 | 3.85 | 0.19 | 1.12 | 0.66 |
| 0.95 | 116.55 | 3.95 | 0.18 | 1.17 | 0.61 | |
| 1.05 | 117.45 | 4.05 | 0.18 | 1.22 | 0.60 | |
| 1.60 | 122.4 | 4.60 | 0.16 | 1.51 | 0.50 |
表3 调整前后铸坯情况
Table 2 The quality of casting billet before and after adjustment
Table 2 The quality of casting billet before and after adjustment
| 序号 | 钢种 | 振动方式 | 铸坯表面质量 | |
| 内弧 | 外弧 | |||
| 1 | NQ235C-1 | 原振动参数 | 3mm(2道) | 1mm(1道) |
| 调整参数 | 无 | 无 | ||
| 2 | SS400 | 原振动参数 | 2mm(2道) | 1mm(1道) |
| 调整参数 | 无 | 无 | ||
| 3 | NQ345C-2 | 原振动参数 | 1mm(1道) | 1mm(1道) |
| 调整参数 | 无 | 无 | ||
由表2表3可知,调整后的非正弦参数,频率变化稳定,振幅能够随着拉速相应调整,波峰波谷最大加速度相差不大,负滑脱时间稳定在0.18s左右,常规拉速内负滑动比率稳定在36%左右,通过对比前后保护渣消耗,可知调整后振动参数保护渣消耗量增加0.3-0.5kg/t,而通过铸坯酸洗情况可知铸坯表面振痕深度明显变浅,裂纹数目变少、长度变短。
4结论
调整后振动参数能有效的减少拉速提高后产生的表面裂纹,振痕深度明显变浅,保护渣消耗量增加0.3-0.5kg/t,振动参数指标更加趋于平稳,负滑脱时间稳定在0.18s左右,常规拉速内负滑动比率稳定在36%左右,铸坯表面质量明显提高。
参考文献
[1] 任学平,丁腾飞,司振九,等. 影响结晶器振动位移曲线因素的仿真分析[J]. 钢铁,2015,50(9):47.
[2] 紫福宁. 板坯连铸结晶器电动缸非正弦振动技术与应用[J]. 连铸,2013,1(1):21.
[3] 柳冉,蒋继中,赵建刚等.滚筒机构螺旋剪刃飞剪静态剪切力计算公式探讨[J]. 重型机械,2001,( 3) .
[4]鄂世伟,胡高举,王宇.滚筒飞剪剪切力计算研究[J]. 重庆工学院学报( 自然科学版) ,2007,( 7).
[5] 宪奎,朱清香,郑学然,等. 结晶器非正弦振动波形及参数研究[J] . 钢铁, 1998 ,(11):26-29.
[6] Koichi TSUTSUMI, Jun-ichi OHTAKE, Mitsutaka HINO.Inflow behavior observation of molten mold powder betweenmold and solidified shell by continuous casting simulator using Sn-Pb alloy and stearic acid[J].ISIJ, 2000, 40(6): 601-608.
[7] 漆鑫,唐萍,文光华,等.结晶器中弯月面区域保护渣液流场的数学模拟[J].特殊钢, 2006, 27(4): 28-30.
[8] 漆鑫,唐萍,文光华,等.结晶器振动参数对连铸坯表面质量的影响[J].特殊钢, 2004, 25(5): 34-37.
[9] 张洪波,王海之. 连铸结晶器振动参数与保护渣物化性能的关系[J].钢铁, 1995, 30(11): 17-20.





