
 加入收藏
加入收藏 首页
首页
低合金结构钢 Q345B 420mm 特厚板的研发
来源:2018′第四届钢锭与锻件生产新工艺、新技术峰会论文集|浏览:次|评论:0条 [收藏] [评论]
低合金结构钢Q345B 420mm特厚板的研发杨东唐郑磊李红洋张涛徐昭(南阳汉冶特钢有限责任公司技术中心钢研所河南南阳474500)摘要:阐述了南阳汉冶特钢通过合理的成分设计、模铸浇注、钢锭加热…
杨东 唐郑磊 李红洋 张 涛 徐 昭
(南阳汉冶特钢有限责任公司技术中心钢研所 河南南阳 474500)
摘 要:阐述了南阳汉冶特钢通过合理的成分设计、模铸浇注、钢锭加热、3800 轧机轧制及热处理,成功地在转炉—LF+VD 精炼—模铸浇注—加热—轧制—正火热处理生产线开发出了 420mm 特厚保性能、保探伤低合金结构钢Q345B钢板。热处理后钢板性能检测,屈服强度在 305~350 MPa,抗拉强度在 500~555 MPa,伸长率在 23%-28%,20℃纵向冲击功在 109~287J,性能指标均达到了 250mm 厚 Q345B 标准要求。
关键词:成分设计;模铸浇注;420mm 特厚板;性能
Development of Q345B Thicker Low-alloy Structural
Steel of 420mm
YANG Dong ,TANG-Zhenglei ,LI-Hongyang, ZHANG Tao , XU Zhao
(Iron and Steel Research Institute of NanYang HanYe Special Iron and Steel Co.Ltd.NanYang, HeNan , China,474500)
Abstract: The paper expounds how the 420mm super thick low alloy structural steel Q345B steel plate with mechanical properties and flaw detection guaranteed was developed in Nangyang Hanye Special Steel Co.,Ltd.by appropriate composition design,mold casting,ingot heating,3800mm mill rolling and heat treatment, on the production line of converter—mold casting—rolling—normalizing. After heat treatment, the steel plate was inspected. The results showed that the yield strength was 305 to 350 MPa ,the tensile strength 500 to 555 MPa , percentage elongation 23% to 28% and the longitudinal impact energy at 20℃ was 109 to 287 J. The properties satisfied the demand of the specification for 250 thick Q345B steel.
Keywords: composition design;mould casting rolling;420mm super-thick steel plate;properties
1 前言
Q345B低合金高强度结构钢一般用于车辆、起重机、矿山机械、电站、桥梁等承受动荷的结构、机械零件、建筑结构、一般金属结构件。传统的高强度厚板生产工艺是微合金钢轧制+轧后热处理工艺,生产成本高[1-2]。本文研究了在不添加微合金元素Nb、V和Ti,仅加入适量ALs的条件下,采用合适的定型、合理的工艺,成功研制出厚度达420mm厚的Q345B保性能、保探伤、低成本特厚钢板,弥补了国内外特厚板高强度结构钢的空缺。
2 工艺路线
铁水 KR 脱硫—100 t 转炉—LF 精炼—VD 真空脱气—模铸浇注—钢锭脱模—钢锭加热—除鳞— 3800mm 轧机轧制—缓冷—表面检查—精整—热处理—探伤—性能检测—入库。
3 工艺开发重点
3.1 Q345B 标准要求
Q345B 钢种为低合金结构钢,其成分及性能按 GB/T 1591-2008 执行。其中,保性能 Q345B 钢种在标准中极限厚度为 250mm,其机械力学性能要求见表 1。此次开发的 420mm 厚 Q345B,其力学性能满足 250mm 厚 Q345B 性能标准。
表1 250mm厚Q345B 机械力学性能要求
Table 1 The demand for the mechanical properties of 250mm thick steel plate
|
钢号 |
规格/mm |
屈服强度/Mpa |
抗拉强度/Mpa |
伸长率/% |
20℃冲击功/J |
|
Q345B |
250 |
≥265 |
450-600 |
≥17 |
≥27 |
3.2 工艺设计
钢板化学成分设计方面,采用不添加 Nb、V、Ti 等细化晶粒元素,仅加入 ALs 细化晶粒,以及合适的 C、Mn 成分,减少冶金成本及钢水夹杂物含量。应用的强化机理为组织强化、细晶强化、析出强化和固溶强化。
为获得较好的内部质量,确保特厚板三级探伤要求,须控制好钢水中夹杂物及有害气体。其中脱硫采取铁水预脱硫工艺,确保入炉铁水 S 含量≤0.005%;冶炼时 LF 精炼炉强化造白渣进行二次脱硫。严格控制转炉终点 C%含量、强化挡渣出钢,提高钢水纯净度。充分利用 LF 精炼炉,采用高温、高碱度、高渣量低氧化铁造渣工艺充分脱氧,再者需在 VD 真空条件下保压足够时间以充分脱气。成品钢板堆垛缓冷可以消除钢板因为快速冷却产生的残余应力, 同时可以降低钢板中氢的含量,钢板堆垛缓冷之前的温度应高于 400℃[3],钢板下线后堆冷 96 小时。
浇注采用 48~50 吨铜板结晶器水冷模浇注,铸锭厚度 980mm,轧制 420mm 厚钢板,确保压缩比≥2.3。钢锭完全透烧,并采用 AR 一次轧完。开轧温度控制在 1000~1120℃之间,采用高温低速大压下轧制,加大轧制渗透,道次压下量不小于 45mm,终轧温度<950℃,轧制完毕不过 ACC。轧后钢板采用正火+风冷热处理工艺,正火温度为 Ar3+(30-50℃)[4],控制正火保温温度为 900±10℃,保温时间为 2min/mm,确保钢板完全透烧,钢板出炉后采用风冷至室温。
4 420mm 厚 Q345B 研发方案
4.1 成分设计
钢板化学成分设计方面,采用不添加 Nb、V、Ti 等细化晶粒元素,仅加入 ALs 细化晶粒,减少冶金成本及钢水夹杂物含量。具体成分设计如表 2 所示。
表 2 特厚 Q345B 成分设计
Table 2 The chemical design of super thick Q345B steel plate
|
s |
成分 |
C |
Si |
Mn |
P |
S |
Als |
|
|
GB/T1591-2008 |
≤0.20 |
≤0.50 |
≤1.70 |
≤0.035 ≤0.035 |
- |
|||
|
内控 |
0.14-0.17 |
0.25-0.40 |
1.45-1.55 |
≤0.015 ≤0.003 |
0.020-0.050 |
|||
4.2 冶炼工艺
4.2.1 铁水要求
保证入炉铁水条件:[S]≤0.005%,[P]<0.080%;要求扒渣彻底,保证渣层厚度<20mm。
4.2.2 转炉
保证转炉冶炼终点 C≥0.06%,出钢 P≤0.018%,保证冶炼终点 C~T~P 协调出钢。
4.2.3 LF 精炼
脱氧剂采取电石、铝线、铝粒、硅铁粉脱氧为主;白渣成渣后确保白渣保持时间≥15min。
4.2.4 VD 真空脱气
当真空度达到 67Pa 后,保压时间≥20min;破真空后调小氩气量软吹>5min,以钢液面不裸露为主;离站钢水浇注温度控制在:液相线温度+(30±5)℃为主。
4.2.5模铸浇注
表3 模铸浇注工艺
Table 3The moluld casting procedure
|
锭型 |
本体(min) |
帽口(min) |
动车时间 (h) |
脱帽时间 (h) |
脱锭时间 (h) |
浇铸△T (℃) |
|
48~50t |
12-20 |
4-8 |
≥1.5 |
≥6 |
≥9 |
30±5 |
4.3 加热
装钢锭后,焖钢 2 小时,最高加热温度≤1320℃;加热时注意升温速度,1000℃以下时升温速度≤100℃/h, ≥1000℃升温速度不限;保证钢锭均匀烧透,严禁钢锭过热、过烧。
4.4 轧制
适当使用四辊高压水,除净氧化铁皮,保证表面质量良好;采用 AR 热轧不晾钢直接轧完,开轧温度控制在 1000~1120℃之间,道次压下量控制在 45mm 以上,以大轧制力破碎晶粒,终轧温度<950℃。
4.5 堆冷工艺
采用高温堆冷工艺可有效避免因快速冷却产生的残余应力,同时可大大降低钢板中氢的含量,改善钢板探伤缺陷。堆冷温度≥450℃,堆冷时间≥96h。
4.6 热处理工艺
因轧制钢板厚度为 420mm,轧制后不采用 ACC 层流冷却,为确保钢板力学性能合格,采用热处理工艺细化晶粒、消除带状组织,改善钢板综合力学性能。钢板采用正火+风冷热处理工艺,正火保温温度为 900±10℃,保温时间为 2min/mm,钢板出炉后放凉钢台架上风冷至室温。
5 试制结果分析
5.1 成分控制分析
420mm 厚 Q345B 钢板成分控制范围见表 4,为保证良好的综合性能,控制碳当量 Ceq 在 0.42以下。C 主要与其他元素形成碳化物,起组织强化和析出强化的作用,使钢板强度增加,但碳含量过高,不利于钢板焊接,成分上按 0.14%-0.17%控制;Mn 是细化晶粒元素之一,主要起固溶强化和降低相变温度,用以提高强度,但 Mn 含量不易过高,否则对韧性和焊接性能不利,所以 Mn 含量控制在 1.45%-1.55%范围;AL 主要起细晶强化作用,相比于细晶强化元素 Nb、V、Ti,其价格比较便宜,采用模铸浇注时,也不会产生裂纹,成分控制方面,ALs 目标值控制在 0.045%左右;P、S 含量控制在一个较低的范围内。总之,整体成分控制稳定,满足 420mm 厚 Q345B 成分设计要求。
表4 420mm 厚 Q345B 钢板成分控制范围
Table 4The chemical analysis of 420mm thick Q345B steel plate
|
C |
Si |
Mn |
P |
S |
Als |
|
|
控制范围 |
0.14-0.17 |
0.25-0.40 |
1.45-1.55 |
≤0.015 |
≤0.003 |
0.020-0.050 |
|
目标值 |
0.16 |
0.32 |
1.50 |
≤0.012 |
≤0.001 |
0.045 |
5.2 机械力学性能分析
本次共生产 420mm 厚 Q345B15 批,其中:屈服强度控制在 305~350 MPa,平均达到了 335 MPa;抗拉强度控制在 500~555 MPa,平均达到了 530 MPa;伸长率控制在 23%-28%,平均达到 26%;20℃纵向冲击功控制在 109~287,平均达到了 198 J,性能指标均达到了 250mm 厚 Q345B 标准要求。表 5 为 420mm 厚 Q345B 钢板性能实物水平。
表5 420mm 厚 Q345B 钢板性能实物水平
Table 5The actual mechanical properties of 420mm thick Q345B steel plate
|
钢号 |
规格/mm |
批数/批 |
取样位置 |
屈服强度/Mpa |
抗拉强度/Mpa |
伸长率/% |
20℃冲击功/J |
|
Q345B |
420 |
15 |
厚度 1/4 |
305~350 |
500~555 |
23-28 |
109~287 |
5.3 高倍组织
分别取钢板厚度 1/2、1/4、距表面 20mm 处控轧和正火+风冷组织进行对比分析,控轧和正火状态各部位晶粒度详细见表 6。图 1(a)(b)(c)(d)(e)(f)分别为距钢板表面 20mm、厚度 1/4、厚度 1/2 控轧、正火组织图,正火后组织扩散、晶粒细化较明显,距表面 20mm 处晶粒度提高 1.0 级,1/4、2/1 厚度晶粒度提高约 1.5 级,组织主要为 F+P。
表6 控轧、正火状态各部位晶粒度
Table 6 The different position crystallite size of controlled rolling and normalizing state
|
状态 |
位置 |
晶粒度 |
组织 |
||
|
距表面 20mm |
7.0-8.0 |
||||
|
控轧 |
厚度 1/4 |
6.5-7.5 |
F+P |
||
|
厚度 1/2 |
5.0-6.0 |
||||
|
距表面 20mm |
8.0-9.0 |
||||
|
正火 |
厚度 1/4 |
8.0-9.0 |
F+P |
||
|
厚度 1/2 |
7.0-7.5 |
||||
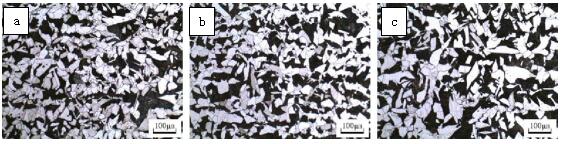
(a)距表面 20mm 控轧组织 (b)厚度 1/4 控轧组织 (c)厚度 1/2 控轧组织
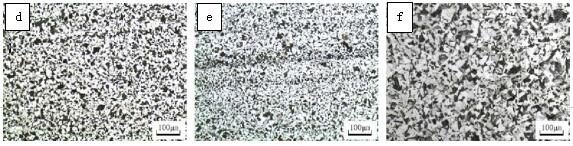
(d)距表面 20mm 正火组织 (e)厚度 1/4 正火组织 (f)厚度 1/2 正火组织
图1 控轧、正火状态各部位组织
Fig.1 The different position organization of controlled rolling and normalizing state
6 结束语
实践证明:按本工艺方案生产的的钢板具有较好的综合性能,钢种冶炼不需添加 Nb、V、Ti、Cr、Ni 等合金元素,减少钢水成本,采用正火+风冷工艺,不进行调质处理,简化生产工序,缩短生产周期,适合大批量生产。
南阳汉冶特钢通过进行合理的成分设计,合理的工艺冶炼、模铸浇注、轧制及热处理,成功的100 t 转炉—模铸浇注—3800 mm 轧机—正火热处理生产线开发了 420mm 特厚 Q345B 钢板,三级探伤合格率达到 80%,性能合格率达到 100%,顺利完成客户合同。该规格钢种的开发不仅拓宽了公司品种结构,也满足了工程制造行业较高要求,尤其是一些国家重点工程建设设备,创造了良好业绩,为我公司增强市场竞争力,提高产品市场占有率起到了积极的作用。
参考文献
[1] 王国栋.刘桐华.日本中厚板生产技术的发展和现状[J].轧钢.2007.24(2):l-5.
[2] 代晓莉.范建文,谢瑞萍.等.Nb-Ti微合金化钢板的工业试制[J].轧钢.2005.22(1):l1-13.
[3] 李欣,黄波.中厚板生产中除氢工艺的合理应用[J].轧钢.2005.(22)5:36-37.
[4] 刘增沛,张建华.热处理工艺学[M].北京:科学普及出版社,1986:267.





