
 加入收藏
加入收藏 首页
首页
宝钢3号高炉长寿诊断及维护经验
来源:中国炼铁网 |浏览:次|评论:0条 [收藏] [评论]
作者:王天球|林成城|焦兵|马建秋|夏欣鹏摘要宝钢3高炉于1994年9月20日投产,19年来平均利用系数2.27t/m3·d,达到世界领先水平。本文介绍3号高炉长寿诊断的技术特点,以及对生产实践中长寿维…
作者:王天球|林成城|焦兵|马建秋|夏欣鹏
摘 要 宝钢3高炉于1994年9月20日投产,19年来平均利用系数2.27t/m3·d,达到世界领先水平。本文介绍3号高炉长寿诊断的技术特点,以及对生产实践中长寿维护的经验进行探讨,为高炉长寿工作提供参考。
关键词 高炉 长寿 诊断 维护
1 前言
宝钢3号高炉于1994年9月20日投产,计划于2013年9月停炉大修,一代炉役期19年,为国内最长寿高炉。3号高炉采取了一系列有利于高炉长寿的工艺和技术,比如:炉体内型采用矮胖型,高径比为1:2.072;炉体冷却采用第三代、第四代混合式冷却壁;采用纯水密闭循环冷却;炉前采用长臂式液压泥炮、揭盖机、开口机等技术性能良好的设备;出铁场布置采用大铁口夹角(75.8℃)、短渣铁沟,作业区死角少;引进新日铁第4代冷却壁设计、制造技术软件;同时引进高热负荷区的部分冷却壁;炉缸、炉底采用热压小块碳砖等。
3号高炉的主要特征如表1:

2 长寿诊断的技术特点
2.1 诊断内容
3号高炉的高效长寿与日常的长寿诊断技术是分不开的。实际工作中,对3号高炉的长寿诊断通常分为两个部分:炉缸侵蚀状况监测和炉体的状况诊断分析。
3号高炉在设计阶段对炉缸的寿命非常重视,整个炉缸区域监测的电偶数量为155支,炉缸冷却水温电偶5支,炉缸冷却水流量计20支,如表2。在随后的生产过程中,为了监测炉缸温度较高区域的耐材温度又新增了21支电偶,为了更加精确监测炉缸水温差,新增炉缸高精度水温电偶58支。以这些电偶为基础,对炉缸的状态进行密切监测,逐步建立和完善了炉缸侵蚀的监测体系。

炉体的状况诊断分析主要是做好对炉体冷却设备的统计分析,包括对高炉冷却壁和微冷的破损记录及分析、研究其破损原因、对炉况的影响及其应对方案。另外,控制适宜的边缘煤气流,保持合理的热负荷,维护合理的操作炉型等也属于炉体的状况诊断分析的内容。
2.2 诊断方法
2.2.1 炉缸侵蚀状况的监测[1]
炉缸的侵蚀是不可能完全避免的,决定炉缸寿命的关键因素是炉缸的监测和维护。建立炉缸侵蚀监测体系的目的是了解和掌握炉缸侵蚀状况,便于及时发现炉缸侵蚀的部位,采取有效的措施控制侵蚀的进一步发展。通常包括以下几个内容:
(1)炉缸温度监测
炉缸各部位的电偶温度直接反映了炉缸耐材的温度,以及通过计算得到炉缸内温度场分布情况,并间接地反映了内衬侵蚀情况。表3为宝钢高炉炉缸监测的侧壁温度管理值。

(2)炉缸冷却水水温差监测
炉缸冷却水水温差直接反映了该冷却壁承受的热负荷状况,因炉缸区域水温差变动幅度较小,通常小于1度甚至0.5度,且炉缸冷却水温电偶只有5只,数量少,不能准确、具体的的反应出炉缸热负荷分布状况。2010年,3号高炉炉缸区域新增了高精度水温电偶,可以准确到百分之一度,监测更加精细,定位更加准确。
(3)炉缸热负荷和热流强度监测
热流强度为单位时间内通过单位面积的热流量。炉缸热负荷大小能及时反映高炉炉缸耐材、冷却壁所承受的热流强度,给高炉操作人员提供操作指导,进而采取有效措施控制热流强度,以保护炉缸。2010年,炉缸区域新增高精度水温电偶后,除了可以更加精确的计算出炉缸总的热负荷外,还可以对重点的铁口区域的单块冷却壁的热负荷和热流强度进行监测,从而更加直观和有针对性。
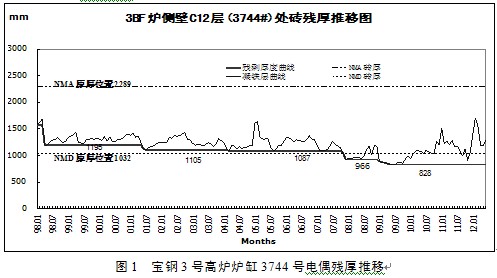
(4)建立炉缸侵蚀数学模型
根据在炉缸、炉底设置的热电偶所测量的温度,利用平板传热、有限元等方法建立炉缸侵蚀模型,能够比较直观地反映炉缸的侵蚀情况。例如,图1为宝钢3号高炉炉缸3744号电偶通过模型计算得出该处砖衬残厚值。
2.2.2 炉体的状况诊断
炉体的状况诊断主要是对炉体冷却设备的统计分析,控制适宜的边缘气流,达到稳定炉墙,减缓炉墙侵蚀,保持稳定操作炉型的目的。
(1)冷却壁本体管破损分析
由于开炉初期炉体砖衬损坏严重,开炉不到3年,砖衬已经侵蚀殆尽,冷却壁全部暴露炉内,破损严重,开炉至今,本体管破损分布以及破损时间如图2:

从图中可以看出,破损时间主要集中在2000年-2002年,主要集中在S1-S4段,之后进入稳定期,而从2011年起本体管破损数量较前几年明显加快,主要集中在S1、S2段,说明3号高炉炉役后期老化速度加快,各项相关的维护措施也需要及时跟进。
(2)微冷破损分析
面对冷却壁本体管破损严重的问题,借鉴板壁结合高炉设计思路,3号高炉采用在冷却壁上钻孔安装微型冷却器的新技术。安装的微型冷却器作为破损凸台和本体管的补充,增大冷却强度,同时将微型冷却器凸在炉内,相当于一锚固件,作为渣皮生成的根基,可在炉墙上稳定形成一层厚度适当的渣皮,作为炉墙的保护衬,既有利于高炉长寿,又有利于炉况稳定顺行【2】。
自97年11月开始至今,已在B2、B3、S1、S2、S3等位置共安装了1591根微冷,分布如下:

微冷破损容易发现,可以及时闭水,对炉墙影响小,还具有便于更换的特点,每次休风,均可对微冷进行更换,最大限度的弥补了本体管破损造成冷却壁冷却强度不足的弊病。安装微型冷却器后,炉墙渣皮稳定,冷却壁热负荷降低,高炉崩、滑料次数减少,燃料比降低,为3号高炉稳定顺行奠定了基础。
(3)高炉冷却系统的改造
设计初期宝钢3号高炉冷却系统冷却能力较低,整个高炉本体系、强化系水量不足。在高冶炼强度下,此冷却强度远远不能满足高炉冷却需要,通过对冷却系统的改造,提高了水量,最大限度提高了冷却强度。此外增加循环水除氧脱气装置,改善了水质。
2.3 诊断周期
炉缸侧壁和炉底电偶对温度监测是一个实时连续过程,因此,炉缸侵蚀的监测体系也是一个实时监测过程,对应高炉炉缸侧壁管理标准和炉缸热流强度与水温差的管理标准,从高炉操业、炉前作业、冷却系统方面分别采取不同的对策措施。
另外,除了炉缸侵蚀的监测体系,还对炉缸重点区域和侧壁温度较高的区域实行人工干预的监控措施,每日分三次进行记录,形成趋势图,及时分析变化因素,采用不同措施。
对炉体的状况诊断是依据高炉日常的操作参数和炉体冷却器的破损状况进行,每日对操作参数进行综合分析,重点对边缘四点温度,炉喉缸砖温度、热负荷以及补水曲线进行分析对比,最终目的是控制适宜的边缘煤气流,保持合理的热负荷,维护合理的操作炉型。
3 长寿维护经验
3.1 高炉长期保持稳定顺行是高炉长寿的根本
炉况的顺行稳定是高炉取得优良经济指标的基础,是高炉长寿的根本。
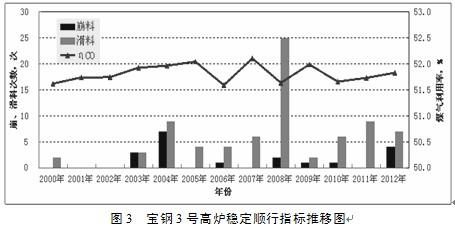
宝钢3号高炉投产初期,不断摸索合适的操作制度,煤气流趋于正常,炉况长期保持稳定顺行。如图3所示,高炉稳定顺行两个主要指标高炉煤气利用率和崩滑料参数推移图,3号高炉煤气利用率一直保持51.5%以上;高炉运行过程中下料均匀稳定,较少发生崩滑料现象。3高炉长期处于稳定顺行状态,是高炉高效长寿的基础。
3.2 高炉炉缸的长寿维护经验[3]
在高炉一代炉役生产过程中,炉缸侵蚀是不可避免的,为此必须采取炉缸侵蚀控制措施,并不断开发新技术以延长炉缸寿命。
宝钢3号高炉已使用的常规炉缸侵蚀控制措施有:检查炉缸监测设备;检查风口破漏;检查冷却壁水管的破漏;进行炉壳与炉衬冷面、炉壳与冷却壁之间的间隙灌浆;降低生产率;延长休风时间;降低喷煤比;增加冷却水流量、降低冷却水温;改进炉前作业;提高炉料质量等。
3号高炉对高炉炉缸的长寿维护的另外一个显著特点是重视高炉下部送风制度的调节,通过下部调节来实现高炉炉缸的长寿。
高炉下部送风制度就是确立合理炉腹煤气量、回旋区长度、鼓风动能等关键参数,实现一次煤气流合理分布,合适的鼓风动能在其中起关键性作用。从煤气流分布角度,可以确保一定长度的回旋区,高炉一次煤气流趋向中心,使径向分布趋于均匀,保证一定中心气流,使死料柱保持一定温度,维持一定透气和透液性,确保炉缸活跃,同时,减小死料柱体积,有利于吹透炉缸,减缓炉缸圆周方向渣铁环流对炉缸侧壁冲刷侵蚀,有利于高炉炉缸长寿。

图4为模拟计算3高炉不同死料柱大小情况时渣铁环流剪切应力,可以看出中心死料柱低透液区域增大、即死料柱中心透液通道减小时会导致炉缸边缘环流加剧,造成铁水环流对侧壁冲刷侵蚀加重。依据高炉鼓风动能与死料柱相互关系理论研究结果以及3高炉实践证明:当高炉鼓风动能合适,既可保证高炉稳定顺行,又有利于减缓渣铁环流对高炉炉缸侵蚀。
3.3 高炉炉体的长寿维护经验[3]
设置必要的检测设施和监测制度对炉体进行监控与维护,可以有效的发现问题,提高高炉的使用寿命。宝钢3号高炉采用的常规炉体的长寿维护措施有:检查冷却器水管的破漏;进行炉壳与炉衬冷面、炉壳与冷却壁之间的间隙灌浆;降低生产率;降低喷煤比;增加冷却水流量、降低冷却水温;改善水质;提高炉料质量等。
与炉缸长寿维护类似,宝钢3号高炉维护炉体长寿的一个重要思路是重视通过维护合理操作炉型实现高炉炉体长寿。维护合理的操作炉型就是控制适宜的边缘煤气流,保持合理的热负荷。就高炉炉身而言,高强度冶炼不仅增加了高炉煤气对炉体的冲刷侵蚀负荷,而且增大了高炉边缘煤气流控制难度,边缘气流过强,容易烧损冷却设备,边缘气流过弱,煤气流通道不畅,又会影响高炉稳定顺行,甚至出现管道、悬料等现象,影响炉体长寿。
边缘适宜煤气流控制原则就是使高炉内部温度场和外部强化冷却相对平衡,达到炉墙热负荷稳定,就可以减缓炉墙侵蚀,保持稳定的操作炉型。宝钢3号高炉针对高强度冶炼生产条件,通过热流比计算,确定不同冶炼条件下高炉边缘热负荷控制范围,结合下部送风制度,辅助上部布料制度合理调剂,使边缘煤气流均匀稳定,不仅保证高炉边缘一定煤气流,而且又使边缘气流得到有效控制,长期保持稳定高炉炉体热负荷。三高炉一代
炉役期,在保持高强度冶炼的生产条件下,正常控制高炉热负荷合适范围内,可以有效避免炉墙频繁粘结、脱落、以及局部剧烈气流冲刷等对炉墙侵蚀,至炉役后期,3高炉炉体仍保持几乎完整的冷却壁设计内型,实现了高炉炉体长寿。
3.4 其他长寿维护技术
(1)强化炉前作业管理。保持一定的铁口深度和打泥量,确保铁口深度稳定在3.6~3.8米的水平,侧壁温度高的区域的铁口适当提高打泥量,强化铁口维护,形成稳定的泥包,稳定和控制好炉缸炉底温度;掌握好铁口工作状况,控制出铁时间和铁次,稳定炉前作业;进一步提高炮泥的质量等。
(2)加强冷却系统的维护和点检,及时发现并更换破损的冷却器,防止向炉内大量漏水。
(3)加强冷却系统的水量、水压、水温以及水质的控制管理,强化冷却。
(4)定期用红外线测温仪对炉体进行炉皮测温、记录和跟踪炉皮温度的变化情况。
(5)侧壁温度高时,风口、铁口和中套等部位进行灌浆。
4 结语
(1)宝钢3号高炉设计和建造时采用了有利于高炉长寿的工艺和技术,而合理的生产操作,稳定顺行的炉况,长寿设备的改造,以及有效的长寿管理,使得3号高炉成功地实现19年的炉龄。
(2)在高炉的日常生产中,尤其是炉役后期,对高炉整体状况进行长寿诊断必不可少,对炉缸侵蚀状况和炉体的状况进行监测、诊断分析,是确保炉役后期安全生产的重要保证。
(3)除了采取常规的高炉长寿技术外,宝钢3号高炉实现高效长寿显著技术路线为:确立合理送风制度实现高炉炉缸长寿,维护合理操作炉型实现高炉炉体长寿
(4)高炉冷却系统是高炉长寿的重点,当生产条件变化时,通过对冷却系统的升级改造,安装微冷,使冷却系统具有足够的高导热性和高冷却强度,可以有效延长高炉寿命。
参考文献:
[1] 王天球,朱怀宇,居勤章等.宝钢高炉炉缸侵蚀的监测及控制,炼铁,2012,3,P27-29.
[2] 林成城.微型冷却器在宝钢3号高炉的应用.宝钢技术,1999年05期,P19-22.
[3] 张龙来,林成城,大型高炉稳定控制技术探讨.宝钢技术,2011.2,P1-5.
- 上一篇:钢筋七大性能要求 下一篇:直接Q&P处理超高强钢的组织与力学性能
- [腾讯]
- 关键字:无





